O
PERATION
4-7
Operator Manual
OPERATING DATA - 25A CONSUMABLES
The following recommended settings are for hand-held cutting at 25 amps. Torch-to-work distance for
the following cut charts is 1/16 inch (1.6 mm) for all cuts. The settings are optimized to provide the best
cut angle, least dross and best cut surface finish. Remember that these settings are intended to
provide a good starting point for each different cutting assignment. Every cutting system
requires "fine-tuning" for each cutting application to the materials on site in order to obtain
optimum cut quality.
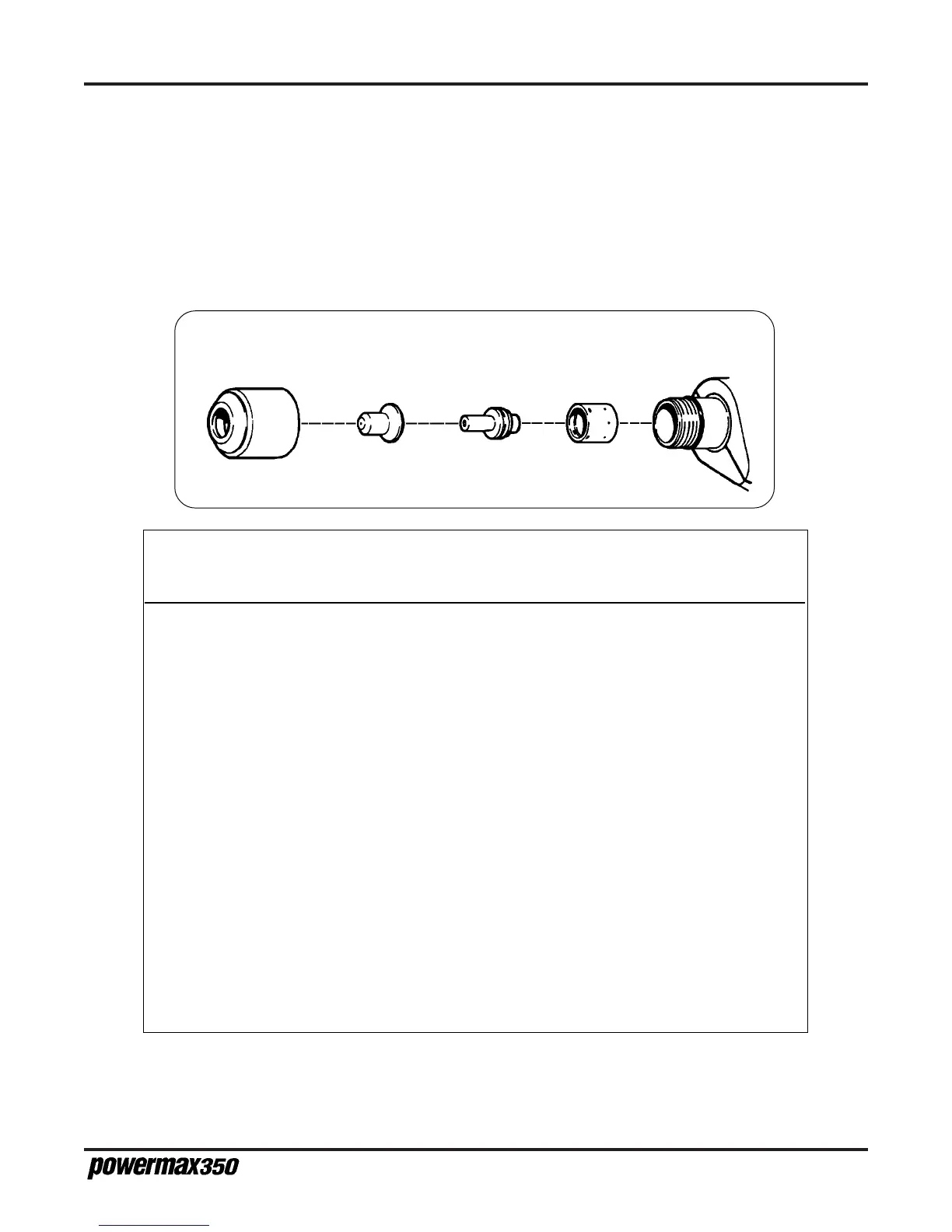
Swirl Ring
020239
Extended
Electrode
020382
Extended
Nozzle
120504
Retaining Cap
020218
Material Thickness Arc Current Approximate Travel Speed*
(ga. or in.) (mm) (A) (ipm) (mm/min )
Mild Steel 18 GA 1.3 25 70 1775
12 GA 2.8 25 52 1320
1/8 3.6 25 47 1190
3/16 4.8 25 33 825
1/4 6.0 25 17 430
3/8 9.0 25 9 225
Stainless 18 GA 1.3 25 65 1650
Steel 12 GA 2.8 25 48 1215
1/8 3.6 25 41 1040
3/16 4.8 25 27 685
1/4 6.0 25 14 355
3/8 9.0 25 7 175
Aluminum 18 GA 1.3 25 81 2055
12 GA 2.8 25 55 1395
1/8 3.6 25 44 1115
3/16 4.8 25 29 735
1/4 6.0 25 9 225
3/8 9.0 25 5 125
* Recommended travel speeds are 10–20% slower than maximum. These slower speeds will produce optimum
cut quality.

 Loading...
Loading...







