85CZ
vůbec dostane do svaru. Důsledkem je
tvorba kapek na svařovacím drátu, roz-
střik a nerovnoměrný elektrický oblouk.
Struska se smí ze svaru odstraňovat až
po vychladnutí. Pro pokračování svaru
na přerušeném místě:
Nejdříve odstraňte strusku zmísta pokra-
čování.
Ve spáře svaru se elektrický oblouk zapá-
lí, přivede kmístu pokračování, zde se
správně roztaví a následně se ve svaru
pokračuje.
POZOR! Dbejte na to, že se po
svařování musí hořák vždy odkládat na
izolovanou odkládací plochu.
Po ukončení svařovacích prací a při pře-
stávkách svářečku vždy vypněte a vždy
vytáhněte síťovou zástrčku ze zásuvky.
z Vytvoření svaru
Rycí svar nebo svařování rázem
Hořák se posune dopředu.
Výsledek: Hloubka provaření je menší,
housenka svaru (viditelná plocha svaru) je
plochá a tolerance vaznosti větší (chyba při
tavení materiálu).
Tažený svar nebo svařování tažením
Svařování
Hořák se odtahuje od svaru. Výsledek:
Hloubka provaření je větší, šířka svaru je
menší, housenka vyšší a tolerance vaznosti
menší.
Svařované spoje
Ve svařovací technice existují dva základní
typy spojování: Tupý svar (vnější roh) a kou-
tový svar (vnitřní roh a přesazení).
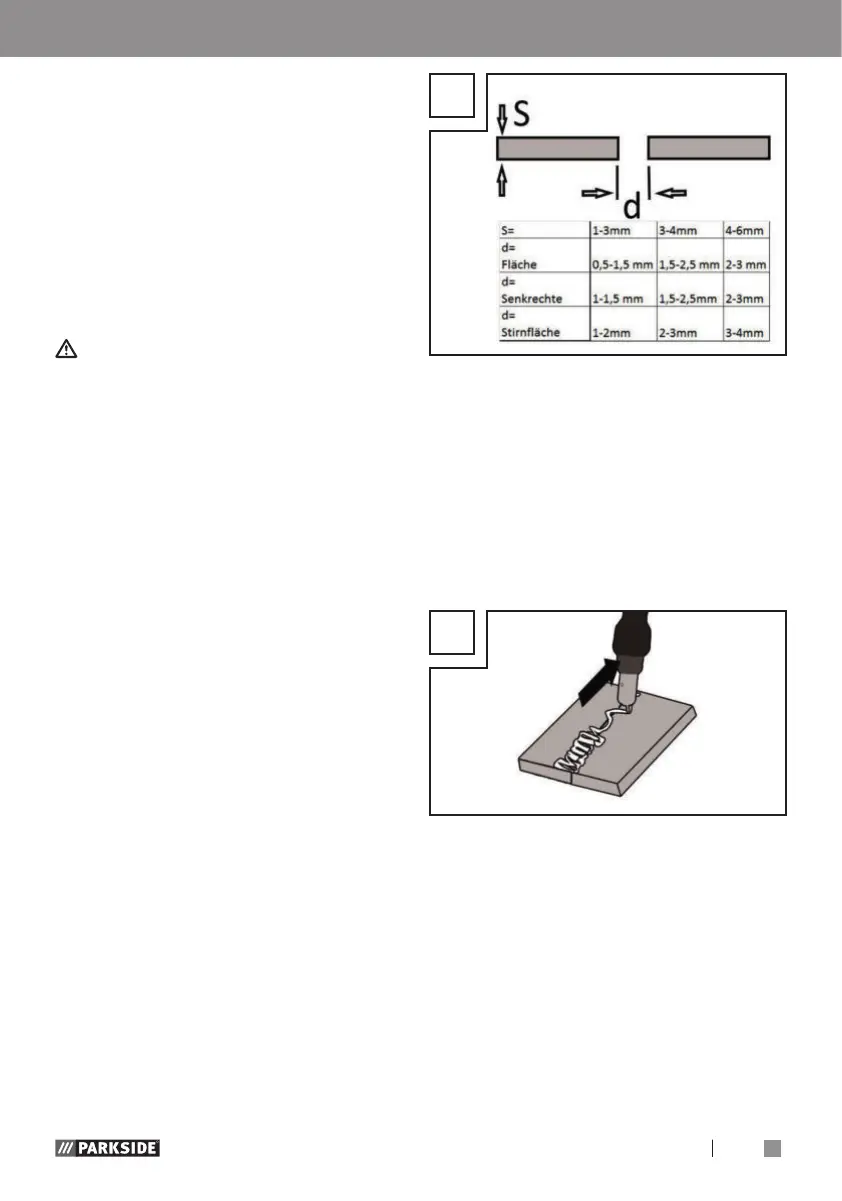
Tupé svary
Utupých svarů do tloušťky 2mm jsou svařo-
vané hrany těsně u sebe.
Uvětších tlouštěk se postupuje podle násle-
dující tabulky:
S
Ploché tupé svary
Svařování se musí provádět bez přerušení a
sdostatečnou hloubkou provaření, proto je
velmi důležitá důkladná příprava. Faktory,
které ovlivňují kvalitu výsledku svařování,
jsou: síla proudu, vzdálenost mezi svařova-
nými hranami, sklon hořáku a odpovídající
průměr svařovacího drátu.
Čím kolmější je hořák vůči obrobku, tím větší
je hloubka provaření a opačně.
T
Kzamezení nebo redukci deformací vznika-
jících během tvrdnutí materiálu je dobré ob-
robky před svařováním upevnit do přípravku.
Musí se zamezit vyztužení svařované struktu-
ry, aby nedocházelo k prasknutí svaru. Tyto
obtíže lze redukovat, pokud existuje možnost
obrobek otočit tak, aby bylo možno svařo-
vání provést ve dvou krocích protichůdným
směrem.
Uvedení do provozu

 Loading...
Loading...













