18 GB / IE / NI
leasing and rolling out!
Therefore, it is recommended to carry out
the work with an additional person.
Push the flux-cored wire through the wire
feed guide
31
(see Fig.. M)
Guide the wire along the feed roll
19
and push it into the hose package holder
32
(see Fig. N).
Swivel the thrust roller unit
28
towards
the feed roll
19
(see Fig. O).
Mount the adjustment screw
27
(see Fig.
O).
Set the counter pressure with the adjust-
ment screw. The welding wire must be
firmly positioned between the thrust roller
and feed roll
19
in the upper guide wi-
thout being crushed (see Fig. O).
Switch on the welding device on the
main
5
switch.
Press the torch button
11
.
Now the wire feed system pushes the
welding wire through the cable assembly
12
and the torch
10
.
As soon as 1 – 2 cm of the wire protru-
des from the torch neck
33
, release the
torch button
11
again (see Fig. P).
Switch off the welding device on the
main switch.
Screw the welding nozzle
15
back on.
Make sure that the welding nozzle
15
matches the diameter of the welding
wire used (see Fig. Q). When using the
delivered welding wire (Ø 0.9 mm), the
welding nozzle
15
with the labeling 0.9
mm must be used.
Push the torch nozzle
9
back on to the
torch neck with a turn to the right
33
(see
Fig. R).
Always unplug the mains
plug from the power socket prior to each
maintenance task or preparatory work in
order to prevent the risk of an electric shock,
injury or damage.
z Commissioning
z Switching the device on and
off
Switch on the welding device on and off
the main switch
5
. If you do not intend
to use the welding device for an exten-
ded period, remove the plug from the
power socket. This is the only way to
completely de-energize the device.
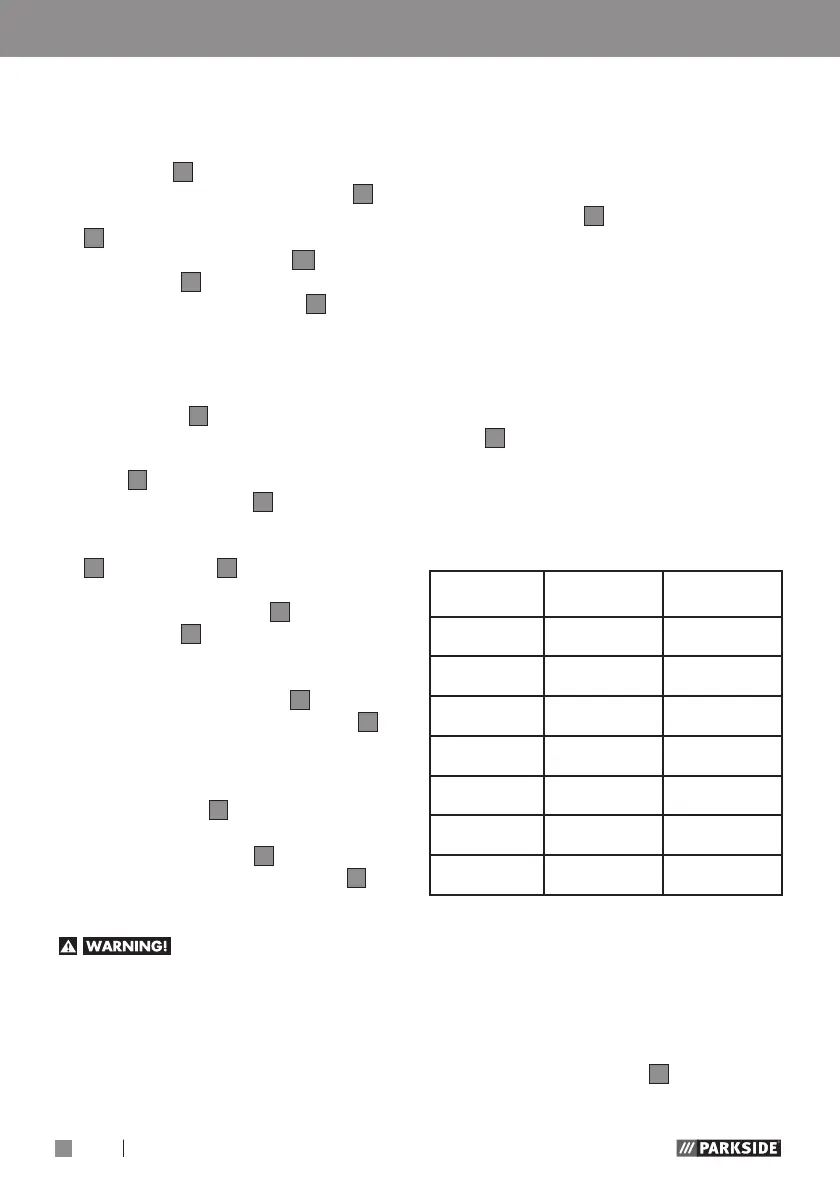
z Setting the welding current
The rotary switch for the welding current
setting
7
on the front of the welding device
can be used to set the desired welding
currents.
The corresponding settings can be found in
the following table.
Voltage (V) Wire feed
Welding
current
A 2 – 4 25 – 75
B 3 – 5 55 – 85
C 3 – 6 60 – 100
D 4 – 8 65 – 105
E 5 – 9 75 – 110
F 5 – 10 80 – 115
G 5 – 10 85 – 120
The necessary welding current depends on
the welding wire diameter used, the material
thickness and the desired penetration depth.
z Setting the wire feed
In order to generate a constant arc, the set-
ting wheel for the wire feed
8
can be used
to fine-tune the wire feed. It is recommended
Assembly / Commissioning
303284_Fülldrahtschweißgerät_PFDS_120_A2_content_LB6_GB-IE-NI.indb 18303284_Fülldrahtschweißgerät_PFDS_120_A2_content_LB6_GB-IE-NI.indb 18 19.12.2019 13:32:4719.12.2019 13:32:47

 Loading...
Loading...













