42 DE/AT/CH
z Schweißnaht erzeugen
Stechnaht oder stoßendes Schweißen
Der Brenner wird nach vorne geschoben.
Ergebnis: Die Einbrandtiefe ist kleiner,
Nahtbreite größer, Nahtoberraupe (sicht-
bare Oberfläche der Schweißnaht) flacher
und die Bindefehlertoleranz (Fehler in der
Materialverschmelzung) größer.
Schleppnaht oder ziehendes
Schweißen
Der Brenner wird von der Schweißnaht weg-
gezogen. Ergebnis: Einbrandtiefe größer,
Nahtbreite kleiner, Nahtoberraupe höher
und die Bindefehlertoleranz kleiner.
Schweißverbindungen
Es gibt zwei grundlegende Verbindungsarten
in der Schweißtechnik: Stumpfnaht- (Außen-
ecke) und Kehlnahtverbindung (Innenecke
und Überlappung).
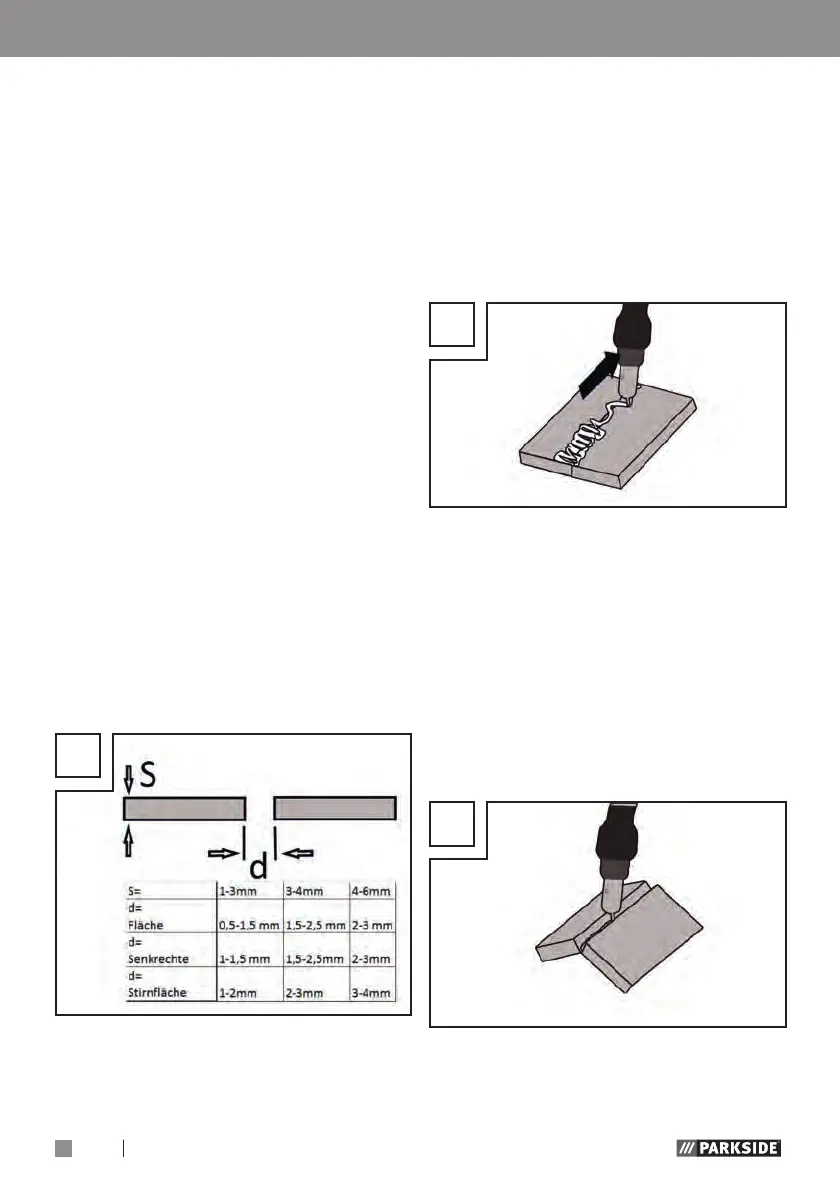
Stumpfnahtverbindungen
Bei Stumpfnahtverbindungen bis zu 2 mm
Stärke werden die Schweißkanten vollstän-
dig aneinandergebracht.
Für größere Stärken ist nach folgender
Tabelle zu verfahren:
S
Flache Stumpfnahtverbindungen
Schweißungen sollten ohne Unterbrechung
und mit ausreichender Eindringtiefe ausge-
führt werden, daher ist eine gute Vorberei-
tung äußerst wichtig. Die Faktoren, welche
die Qualität des Schweiß ergebnisses beein-
flussen, sind: die Stromstärke, der Abstand
zwischen den Schweißkanten, die Neigung
des Brenners und der entsprechende Durch-
messer des Schweißdrahtes.
Je steiler der Brenner gegenüber dem
Werkstück gehalten wird, desto höher ist die
Eindringtiefe und umgekehrt.
T
Um Verformungen, die während der Materi-
alhärtung eintreten können, zuvorzukommen
oder zu verringern, ist es gut, die Werkstü-
cke mit einer Vorrichtung zu fixieren. Es ist
zu vermeiden, die verschweißte Struktur zu
versteifen, damit Brüche in der Schweißung
vermieden werden. Diese Schwierigkeiten
können verringert werden, wenn die Mög-
lichkeit besteht, das Werkstück so zu drehen,
dass die Schweißung in zwei entgegenge-
setzten Durchgängen durchgeführt werden
kann.
U
Inbetriebnahme
303284_Fülldrahtschweißgerät_PFDS_120_A2_content_LB6_GB-IE-NI.indb 42303284_Fülldrahtschweißgerät_PFDS_120_A2_content_LB6_GB-IE-NI.indb 42 19.12.2019 13:32:4919.12.2019 13:32:49

 Loading...
Loading...













