20 GB/IE/NI
Initial Use / Maintenance and Cleaning / Environmental instructions ... Initial Use
Creating a welding seam
Spot-welded seam or forehand welding
The burner is pushed forwards.
Result: The penetration depth is lower, seam width
is larger, weld bead is flatter and fault tolerance is
greater.
Pull-welded seam or backhand welding
The burner is pulled away from the welding seam.
Result: The penetration depth is higher, seam width
is smaller, weld bead is higher and the fault tolerance
is lower.
Welded joints
There are two basic joint types in welding technology:
butt welding and angle welding (outside edge, in-
side edge and overlapping).
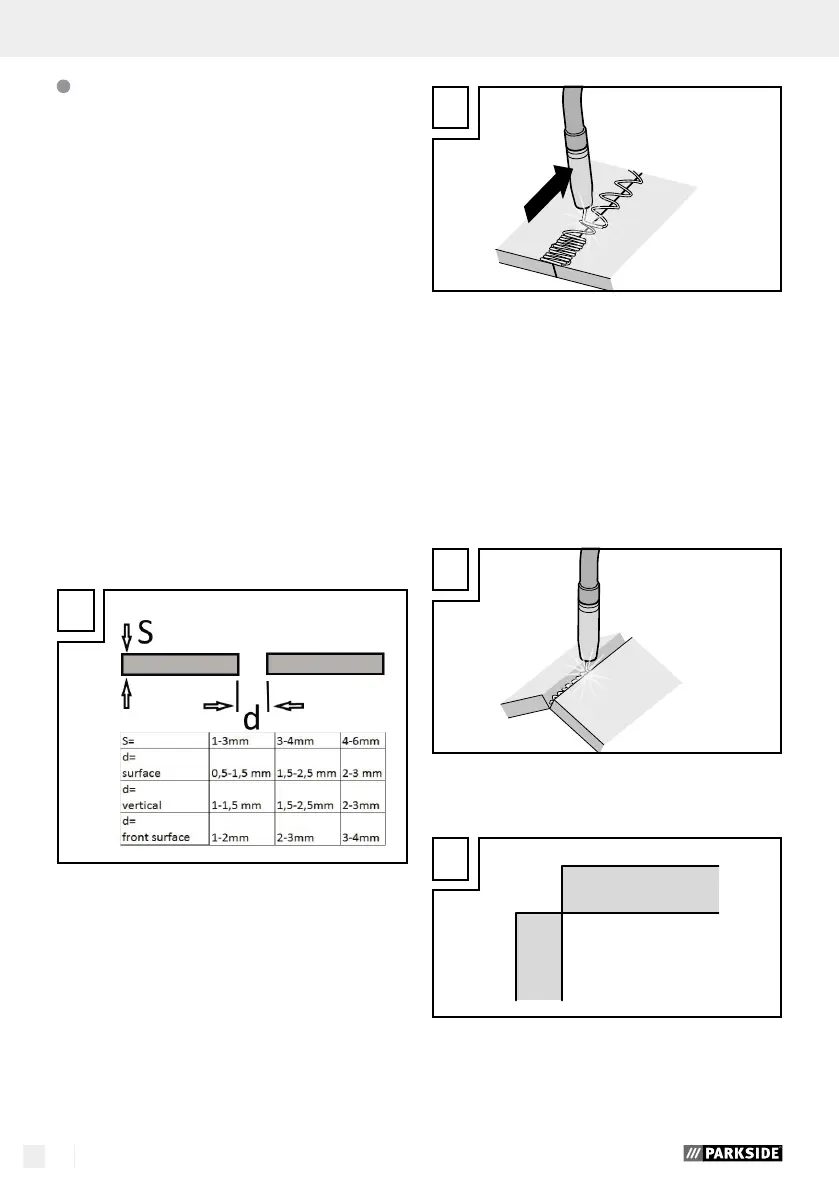
Butt welded joints
For butt welded joints up to 2mm thick, the welding
edges are brought together completely.
For larger thicknesses, see the table below:
P
Flat butt welded joints
Welding processes should be carried out without
interruption and with a sufficient penetration depth.
Therefore, good preparation is essential.
Factors which effect the quality of the welding
results include: the welding current, the distance
between the welding edges, the burner tilt and the
respective welding wire diameter.
The steeper the burner is held in relation to the
work piece, the higher the penetration depth and
vice versa.
Q
To forestall or reduce deformations which could
arise during material hardening it is a good idea
where possible to fix the work pieces using a piece
of equipment which counteracts the contraction or
deformation of the material.
It is recommended that you avoid hardening the
welded structure to prevent fractures in the welded
seam. These difficulties can be reduced if you are
able to rotate the work piece in such a way that the
welding process can be carried out in two opposite
runs.
R
Welded joints on outside edges
Preparation for this is very simple.
S
However, this is not practical for stronger materials.
In this situation, it is better to prepare a joint as

 Loading...
Loading...










