MAINTENANCE
3-12 powermax1650 Service Manual
0
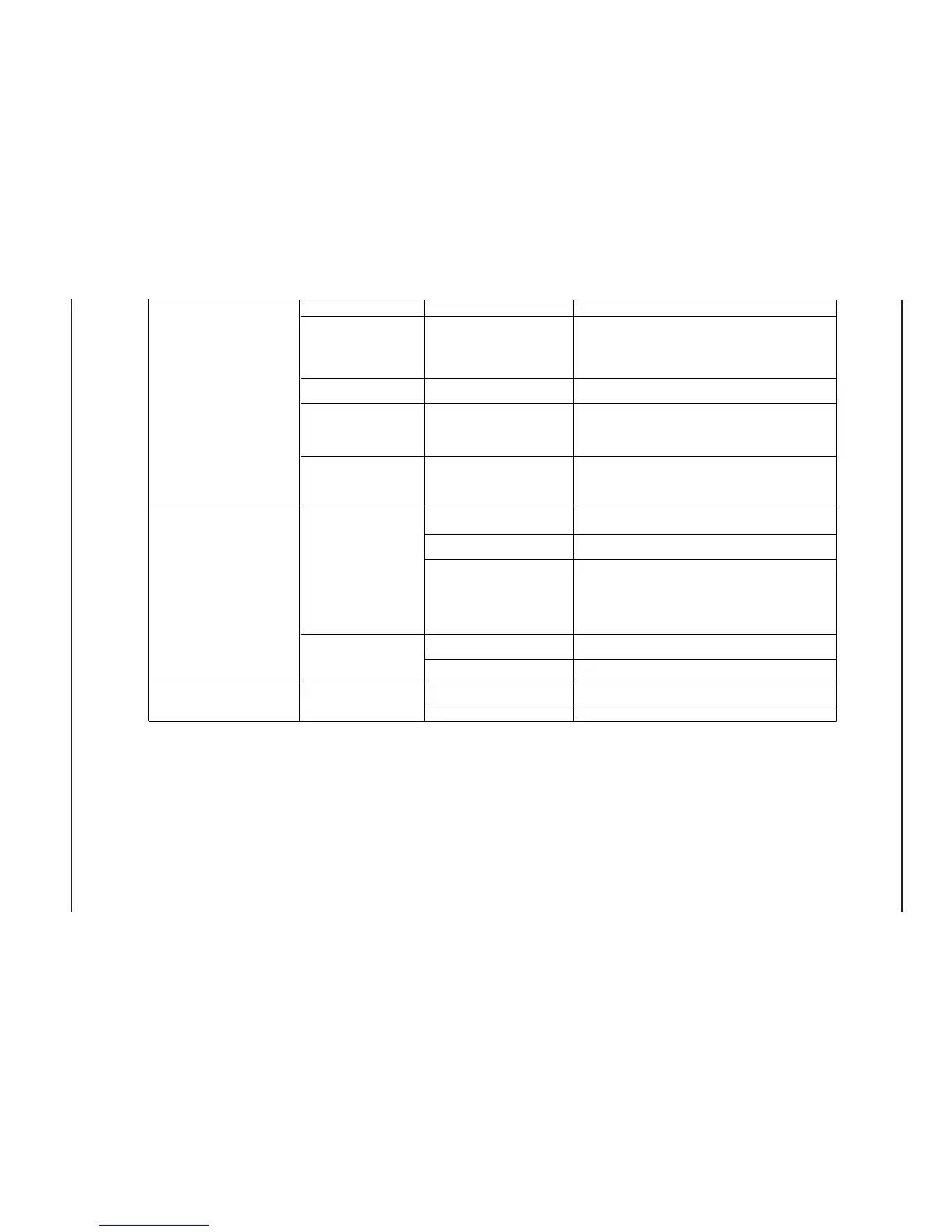
Worn consumables Worn-out consumables Replace consumables
Improper air pressure
setting or low flow
Insufficient supply or air leak
on supply line
Turn current adjust knob to test flow and set pressure
regulator to 75 psi (5.2 bar) for cutting or 50 psi (3.4
bar) for gouging. If unable to adjust to proper setting,
verify that inlet pressure is between 90 psi (6.1 bar)
and 120 psi
Moisture or contaminates in air
suppl
Add appropriate filtration and purge lines with nitrogen
to flush out oil and moisture.
Undersized electrical supply
installation:
- Breaker/fuse
- Supply wire
Verify external electrical power is installed per
specifications in section 2. Check input voltage while
trying to fire torch. Voltage drop indicates undersized
electrical supply installation.
Inverter fault or interlock Power board (PCB2) failure
If the control board (PCB2) IF LED illuminates and one
or more of the fault LEDs illuminate, then the fault is
caused by the parameter monitored by the fault LED. If
no fault LED is illuminated
Poor work lead connection
Verify work lead is attached to workpiece and
workpiece is free of rust, paint, etc.
Check continuity of work lead. Replace or repair as
re
Defective pilot arc IGBT (Q15)
Turn power OFF, remove consumables, check
resistance between plunger and work piece. If
resistance is greater than 8k ohms. Inspect work lead.
Check pilot arc IGBT resistance between two screws at
Q15 on power board. If resistance is less than 5k
Current adjustment set too low
Verify current adjust knob is at proper setting (turn to
max
.
Defective power board current
sensor
Replace power board. Can confirm power output by
measurin
with a DC current clamp meter on work
Mode switch set wrong Set mode switch to correct position.
Faulty control board (PCB3) Replace control board.
Inadequate ground
Low output from power
supply
Losing pilot arc when going
off plate while in continuous
ilot mode
Continous pilot arc does
not work.
When pressing torch
trigger/start switch, pilot arc
starts but “pops out” before
the normal 5 second time-out
period
Machine will not cut material
(does not appear to be
operating at full cutting
power)

 Loading...
Loading...











