If the largest reading at any portion of the staightedge excees the limit, rework the surface by
rubbing it against emery paper laid flat on the surface plate in a lapping manner. The surface must
ge smooth and perfectly falt in order to secure a tight join: a
leaky joint can be the cause of reduced power output and
increased fuel consumption.
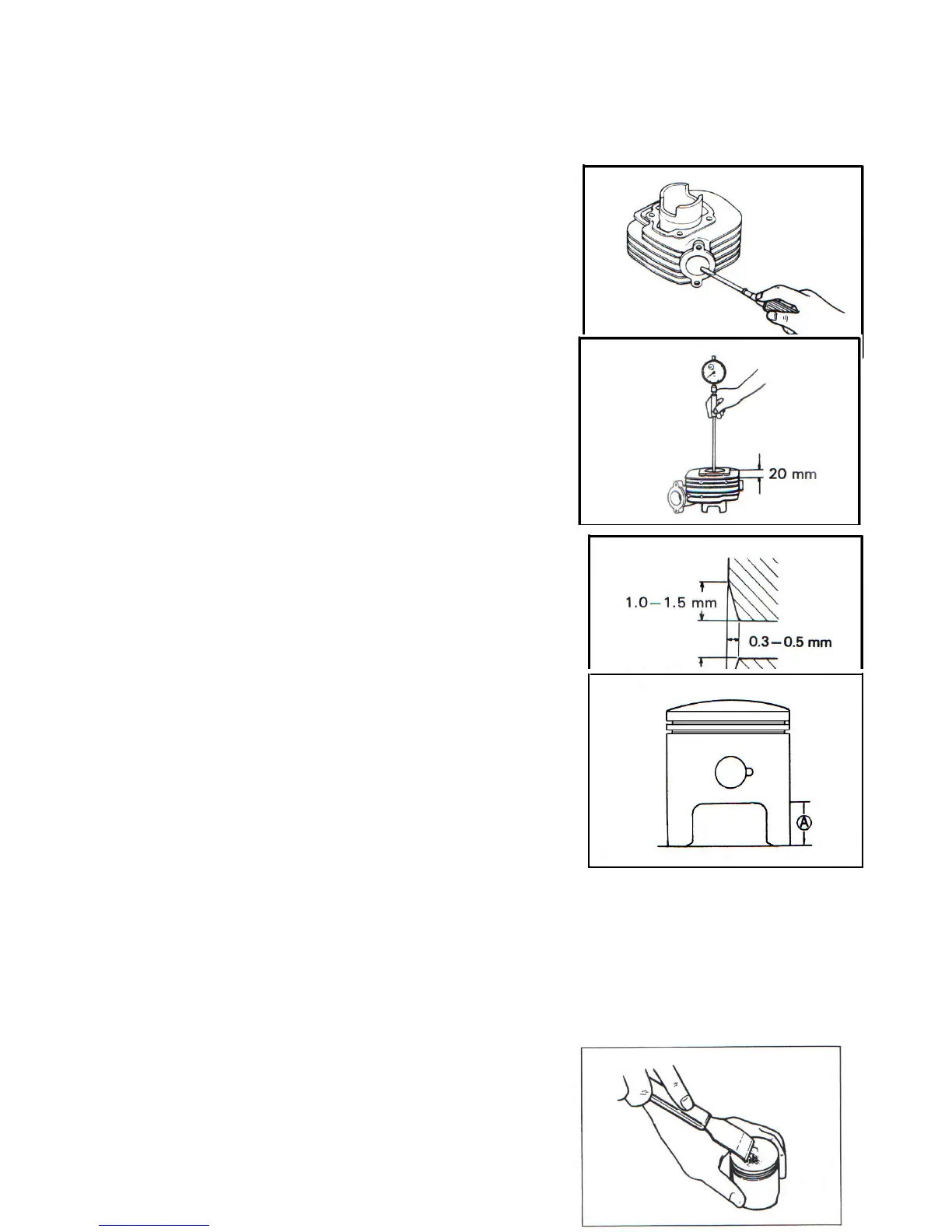
CYLINER
Decarbon exhaust port and upper part of the cylinder, taking care not to
damage the cylinder wall surface. The wear of the cylinder wall is determined from
diameter reading taken at 20mm from the top of the cylinder with a cylinder
gauge. If the wear thus determined exceeds the limit indicated below, rework the
bore to the next oversize by using a boring machine or replace the cylinder with a
new one. Oversize pistions are available in two sizes: 0.5mm and 1.0mm.
(cylinder gauge)
service limit:
::
:40.075mm(1.5778in)
after reworking the bore to an oversize, be sure to chamfer the edges of
ports and smooth the chamfered edges with emery paper. To chamfer,
use a scraper, taking care not to nick the wall surface.
NOTE
NOTENOTE
NOTE:
::
:
Minor surface flaws on the cylinder wall durto seizure or
similar abnormalities can be corrected by grinding the flaws
off with fine-grain emery paper. If the flaws are deep grooves
or otherwise persist, the cyliner must be reworked with a
boring machine to the next oversize.
PISTON
cylinder and piston clearance
cylinder –piston clearance is the difference between piston diameter and
cylinder bore diameter. Be sure to take the maked diameter at right angles to the
piston pin. The value of elevation ○
A
is prescribed to be 20mm from the skirt
end.
(micrometer)
service limit:
::
:39.885mm(1.5703in)
As a result of the above measurement, if the piston-to-cylinder clearance
exceeds the following limit, overhaul the cylinder and use an oversize piston,
replace both cylinder and piston. The measurement for the bore diameter should
 Loading...
Loading...



