151SK
te rýchlosť posuvu drôtu alebo prepnite
na vyšší výkonnostný stupeň (zvýšte zvá-
rací prúd).
Ak je rýchlosť posuvu drôtu príliš vysoká
a/alebo je zvárací prúd príliš nízky,
potom sa nemôže zvárací drôt správne
odtaviť. Výsledkom je, že zvárací drôt sa
opakovane ponára do zvarového kúpeľa
ažnaobrobok.
Pokojný tlmený tón s mihotavým svetel-
ným oblúkom poukazuje na príliš malý
posuv drôtu.
Zvýšte rýchlosť posuvu drôtu alebo prep-
nite na nižší zvárací prúd. Príliš vysokým
zváracím prúdom sa roztaví drôt už pred-
tým, ako sa tento dostane do zvarového
kúpeľa. Dôsledkom je vytváranie kvapiek
na zváracom drôte atiež striekanie ane-
pokojný svetelný oblúk.
Troska sa smie zo zvaru odstrániť ažpo
ochladení. Aby bolo možné pokračovať
vo zváraní naprerušenom zvare:
Najskôr odstráňte trosku na mieste pre-
rušenia.
V zvarovej drážke sa zapáli svetelný
oblúk, vedie kmiestu spojenia, tam sa
dôkladne roztaví a následne sa zvar ve-
die ďalej.
POZOR! Dbajte na to, že sa horák po
zváraní musí odložiť vždy naizolovanej
odkladacej ploche.
Po ukončení zváracích prác a počas
prestávok vypnite zvárací prístroj a vždy
vytiahnite sieťovú zástrčku zo zásuvky.
z Vytvorenie zvaru
Bodový zvar alebo bodové zváranie
Horák sa posúva smerom dopredu.
Výsledok: Hĺbka prepálenia je menšia, šírka
zvaru je väčšia, horná húsenica (viditeľný
povrch zvaru) viac plochá a tolerancia chýb
spojenia väčšia (chyba pri spájaní materiá-
lov).
Ťahaný zvar alebo ťahané zváranie
Horák sa ťahá preč odzvaru. Výsledok:
Hĺbka prepálenia je väčšia, šírka zvaru je
menšia, horná húsenica je vyššia a toleran-
cia chýb spojenia menšia.
Zvarové spoje
Vo zváracej technike existujú dva základné
druhy spojov: Spoj tupým zvarom (vonkajší
roh) a spoj kútovým zvarom (vnútorný roh a
prekrytie).
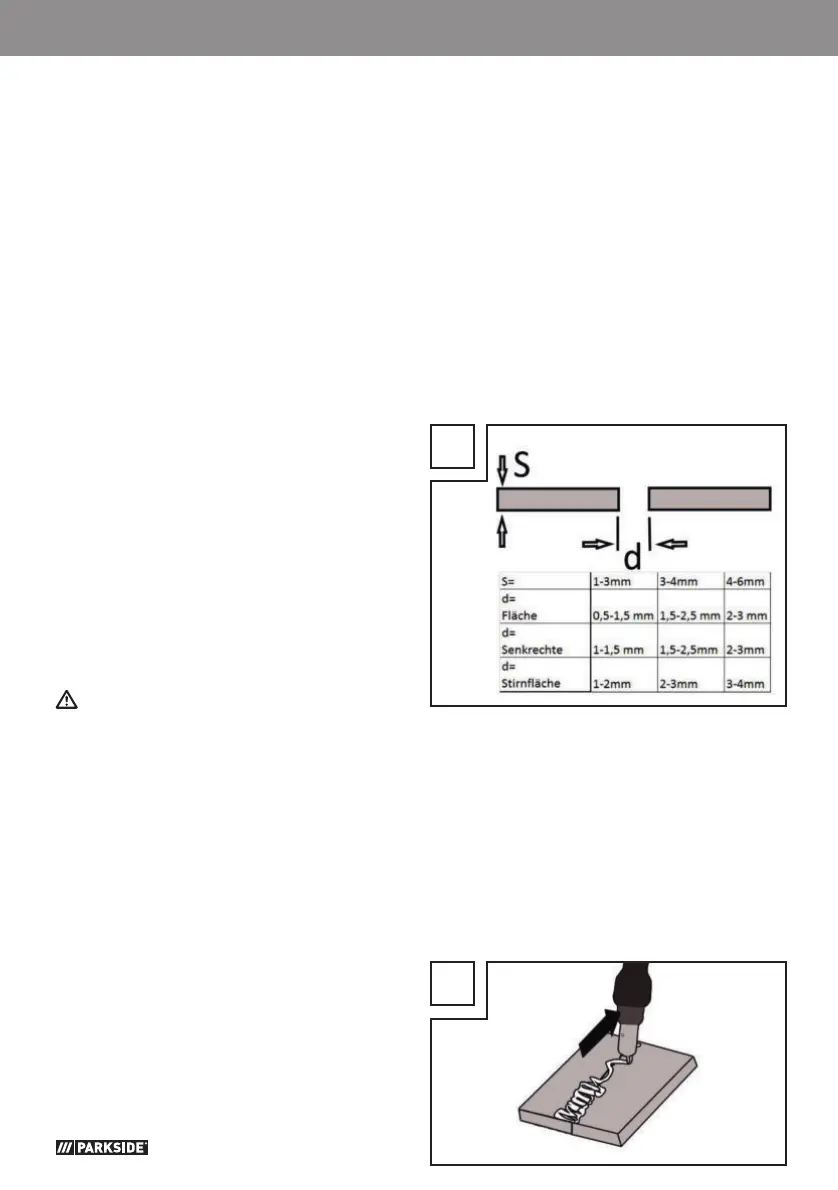
Spoje tupými zvarmi
Pri spojoch tupým zvarom dohrúbky 2 mm
sú zvárané hrany prirazené úplne ksebe.
Pre väčšie hrúbky je potrebné postupovať
podľa
nasledovnej tabuľky:
S
Ploché tupé zvárané spoje
Zvary by sa mali vyhotoviť bezprerušenia
asdostatočnou hĺbkou prepálenia, preto je
obzvlášť dôležitá dobrá príprava. Faktory,
ktoré ovplyvňujú kvalitu výsledku zvaru, sú:
intenzita prúdu, vzdialenosť medzi zváraný-
mi hranami, sklon horáka a odpovedajúci
priemer zváracieho drôtu.
Čím sa strmšie drží horák voči obrobku, tým
vyššia je hĺbka prepálenia a opačne.
T
Uvedenie do prevádzky

 Loading...
Loading...













