196 DK
inden den overhovedet er i svejsebadet.
Det medfører en dråbedannelse på svej-
sesømmen, såvel som stænk og en urolig
lysbue.
Slaggen må først fjernes fra sømmen ef-
ter afkøling. For at fortsætte en svejsning
på en afbrudt søm:
Fjern først slaggen ved begyndelsespunk-
tet.
Lysbuen tændes i sømfugen og føres til
fortsættelsespunktet, hvor der skal smeltes
rigtigt op for så at videreføre svejsesøm-
men.
FORSIGTIG! Husk, at brænderen altid
skal lægges på et isoleret underlag efter
svejsningen.
Efter afsluttet svejsearbejde og i pauser
skal svejseapparatet altid slukkes. Træk
altid stikket ud af stikkontakten.
z At lave en svejsesøm
Stikkende eller stødende svejsning
Brænderen skubbes fremad.
Resultat: Indbrændingsdybden er mindre,
sømbredden er større og overfladen fladere
(svejsesømmens synlige overflade) og bin-
dingsfejltolerancen (fejl i materialesammen-
smeltningen) er større.
Slæbe- eller trækkesøm
Svejsning
Brænderen trækkes væk fra svejsesømmen.
Resultat: Indbrændingsdybden er større,
sømbredden er mindre, overfladen er højere
og bindingsfejltolerancen er mindre.
Svejseforbindelser
Der er to grundlæggende forbindelsestyper
indenfor svejseteknik: Stump- (yderhjørne)
og hjørnesvejsning (inderhjørne og overlap-
ning).
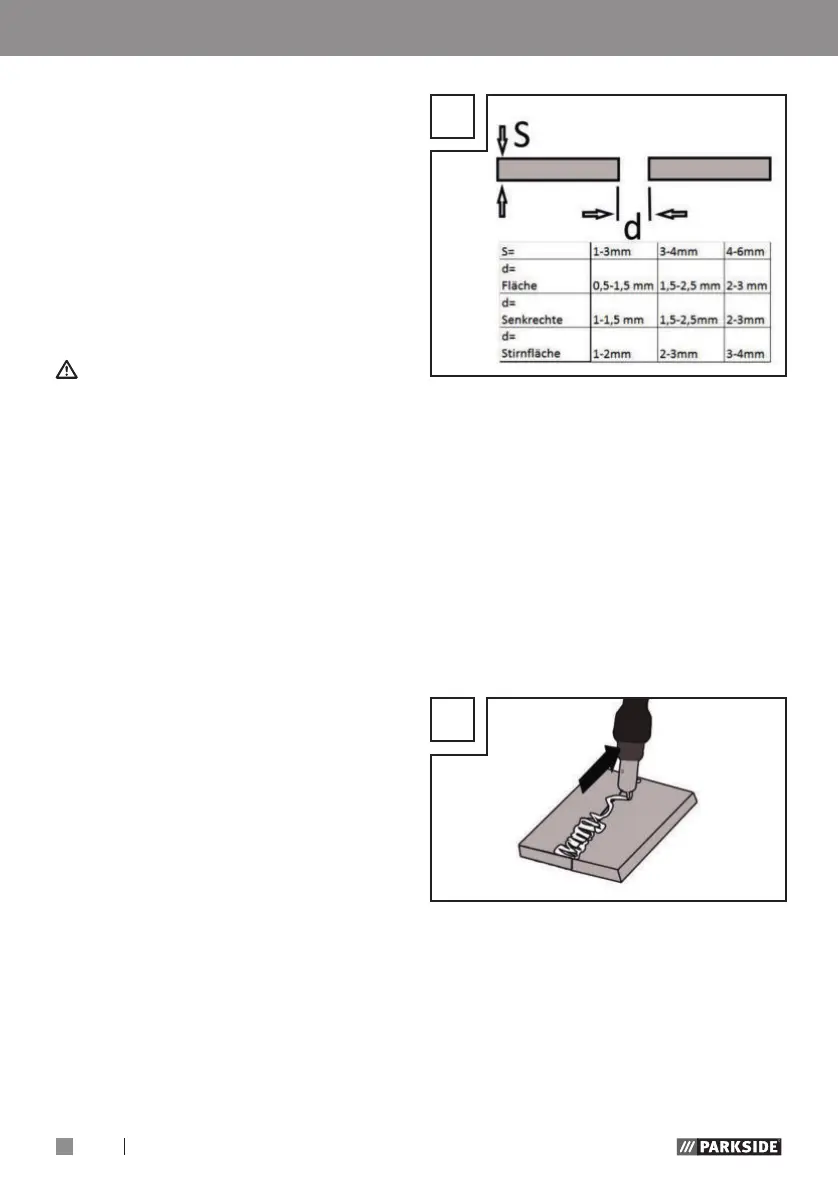
Stumpsømforbindelser
Ved stumpsømforbindelser med en tykkelse
på op til 2 mm er der fuld forbindelse mel-
lem svejsekanterne.
For større tykkelsers vedkommende skal der
arbejdes i henhold til nedenstående tabel.
S
Flade stumpsømforbindelser
Svejsninger bør laves uden afbrydelse og
med tilstrækkelig indtrængningsdybde, og
derfor
er en god forberedelse særdeles vigtig. De
faktorer, som har indflydelse på svejseresul-
tatets kvalitet, er strømstyrken, afstanden mel-
lem svejsekanterne, brænderens hældning
og svejsetrådens tilsvarende diameter.
Jo mere stejlt brænderen holdes i forhold til
emnet, jo større er indtrængningsdybden og
omvendt.
T
For at forringe eller for at komme deformati-
oner i forkøbet, som opstår, mens materialet
udhærdes, er det steder, hvor det er muligt,
en god idé at fastspænde emnerne på en
måde, der modvirker materialets sammen-
trækning eller deformering. Det skal undgås
at gøre den sammensvejsede struktur stiv,
så brud i svejsningen tilsvarende undgås.
Disse vanskeligheder kan reduceres, når der
idriftsættelse

 Loading...
Loading...













