64 BG
в материала) трябва да е възможно
най-голяма, но така че заваръч-
ната вана да не може да падне през
детайла.
Шлаката трябва да се отстранява
едва след охлаждане на шева. За да
продължите заваряването на прекъс-
нат шев:
Първо отстранете шлаката в точката
на наставяне.
Електрическата дъга се запалва във
фугата за заваряване, след това се
премества до мястото на наставяне,
изчаква се образуването на стопилка
и заваръчният шев се продължава.
ПОВИШЕНО ВНИМАНИЕ! Имайте
предвид, че след заваряването горел-
ката трябва винаги да се поставя
върху изолирана подложка.
След завършване на заваръчните
работи и по време на почивки винаги
изключвайте заваръчния апарат
и винаги изключвайте щекера на
захранващия кабел от контакта.
z Създаване на заваръчния
шев
Точково заваряване или заваряване
с избутване
Горелката се премества напред. Резул-
тат: дълбочината на провара е по-малка,
ширината на шева е по-голяма, горният
слой на шева (видимата повърхност на
заваръчния шев) е по-плосък, а допускът
на недозаваряване (грешката при разто-
пяването на материала) е по-голям.
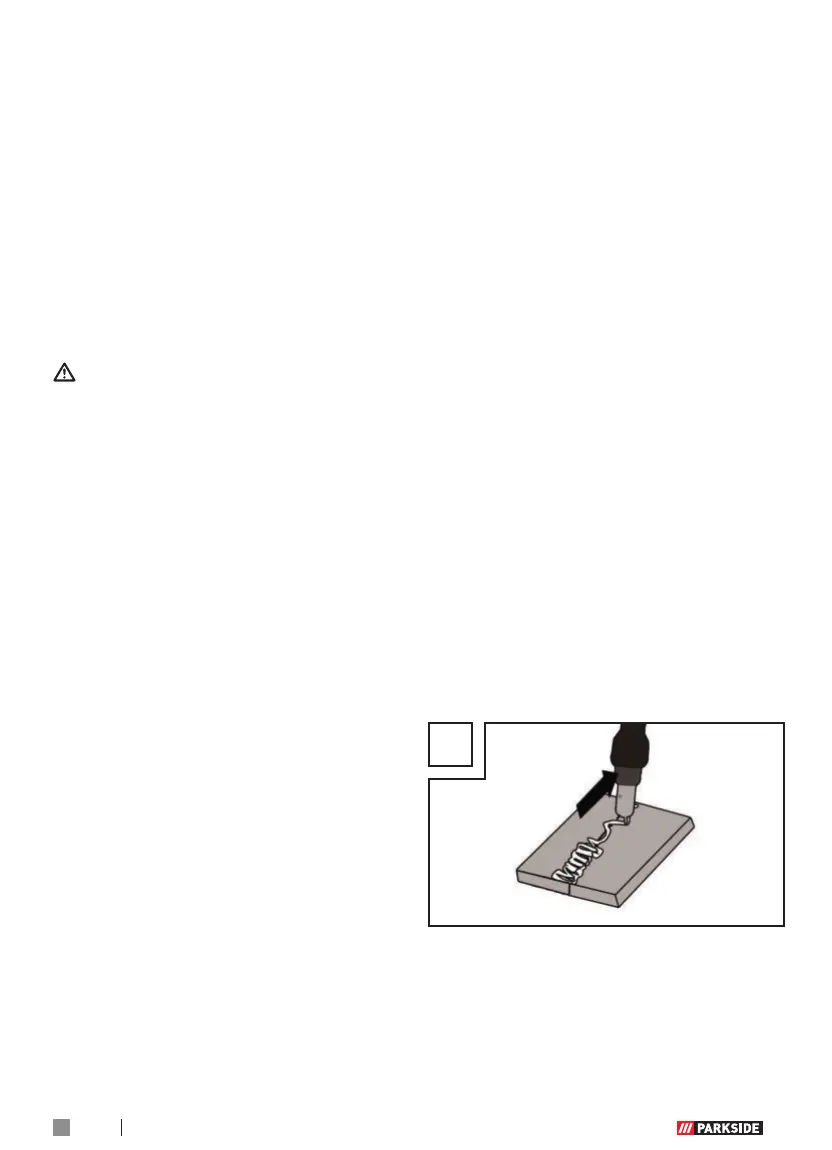
Заваряване с изтегляне
Горелката се изтегля с отдалечаване
от заваръчния шев (фиг. S). Резултат:
дълбочината на провар е по-голяма,
ширината на шева е по-малка, горният
слой на шева е по-висок, а допускът на
недозаваряване е по-малък.
Заваръчни съединения
В заваръчните технологии съществуват
два основни типа съединения: Челно
заваръчно съединение (външен ъгъл)
и съединение с ъглов заваръчен шев
(вътрешен ъгъл и припокриване).
Челни заваръчни съединения
При челните заваръчни съединения
с дебелина на материала до 2 mm кра-
ищата за заваряване се допират изцяло
един към друг.
За по-големи дебелини трябва да се
избере разстояние от 0,5–4 mm. Иде-
алното разстояние зависи от заварения
материал (алуминий или стомана), струк-
турата на материала, както и от избрания
вид заваряване. Това разстояние трябва
да се определи с пробен детайл.
Плоски челни заваръчни съединения
Заваръчните шевове трябва да се изпъл-
няват без прекъсване и с достатъчна
дълбочина на провар, като добрата под-
готовка е изключително важна. Качест-
вото на резултата от заваряването се
влияе от: силата на тока, разстоянието
между краищата за заваряване, наклона
на горелката и диаметъра на заваръч-
ната тел. Колкото по-малък е наклонът
на горелката спрямо детайла, толкова
по-голяма е дълбочината на провар
и обратното.
S
За да се предотвратят или намалят
деформации, които могат да възникнат
по време на закаляване на материала,
е добре детайлите да се фиксират
с приспособление. Трябва да се избягва
уякчаването на заварената конструкция,

 Loading...
Loading...










