12
PM 728V-T v2 2020-10 Copyright © 2020 Quality Machine Tools, LLC
POSITIONING BY COUNTING X / Y DIVISIONS
QUILL DOWNFEED
The quill is controlled in two dierent ways, coarse and ne.
For drilling operations, coarse feed, the milling machine oper-
ates like a standard drill press with a 3-lever hub. Lever action
lowers or raises the quill in the usual way by rack and pinion.
Return action is assisted by a compression spring within the
quill and spindle assembly, Figures 3-3 and 3-4.
For milling operations the lever hub is not usually rotated by
lever action. Instead it is driven through worm gears turned by
the ne control knob, Figure 3-13 (2). This allows the quill to be
driven precisely to any desired position. The ne control knob,
because it drives through a worm, cannot be back-driven by
return-spring action on the quill (in other words, it stays where
it’s put). For milling operations the quill should, when possible,
be fully retracted, then locked by the lever on the left of the
headstock, Figure 3-1.
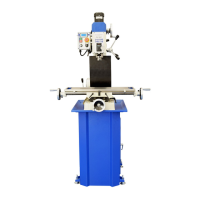
Coarse feed (Figure 3-13)
For drilling operations, loosen knob (4), allowing the lever hub
(1) to rotate independently of sleeve (3).
Fine feed (Figure 3-13)
For milling operations calling for precise, repeatable control of
tool depth, tighten knob (4) to engage hub (1) with the internal
taper on sleeve (3). Tighten the Z-axis lock, Figure 3-12.
Rotate the ne control knob (2) to raise or lower the quill. Low-
er the quill by rotating the ne control knob clockwise, position-
ing it precisely either by counting divisions on the graduated
dial, or by reference to the quill digital readout (DRO), Figure
3-1. Use the locking lever left of the headstock to hold the quill
rmly in position.
Figure 3-13 Quill downfeed controls
The lever hub (1) is connected at all times to the quill pinion, which
engages a rack on the back side of the quill. The ne control knob (2)
drives sleeve (3) through a worm gear. If clamp knob (4) is unscrewed,
both (2) and (3) rotate freely, doing nothing to the quill. Fine feed is
engaged by tightening knob (4) to clamp (3) and (1) together. The
depth dial, graduated in 40 mil (0.04") increments, is locked to sleeve
(3) by thumbscrew (5).
Worm shaft (6) enables precise adjustment of the headstock tilt angle.
The quill DRO – which has no backlash issues – oers a less
laborious way of setting tool height, but bear in mind that the
quill is spring-loaded.
This calls for care when releasing the quill locking lever. If the
ne control knob has been allowed to disengage (backed o
counter clockwise), the quill may jump up by 0.01” or more. To
avoid this, make sure the ne control has been turned clock-
wise to apply downward pressure on the quill before the lock-
ing lever is released.
If you are counting downfeed divisions be
aware of backlash in the worm drive.
QUILL DRO
The quill DRO is in metric mode when switched on. Press
the mm/in button to display inches.
Replace the battery by removing the small molded cover
on the face of the DRO unit (align the dots). Check the
type number and voltage of the installed battery. Replace
with an equivalent (LR44) silver oxide cell available from
local retailers.
1
4
2
3
5
Switch o the DRO when not in use!
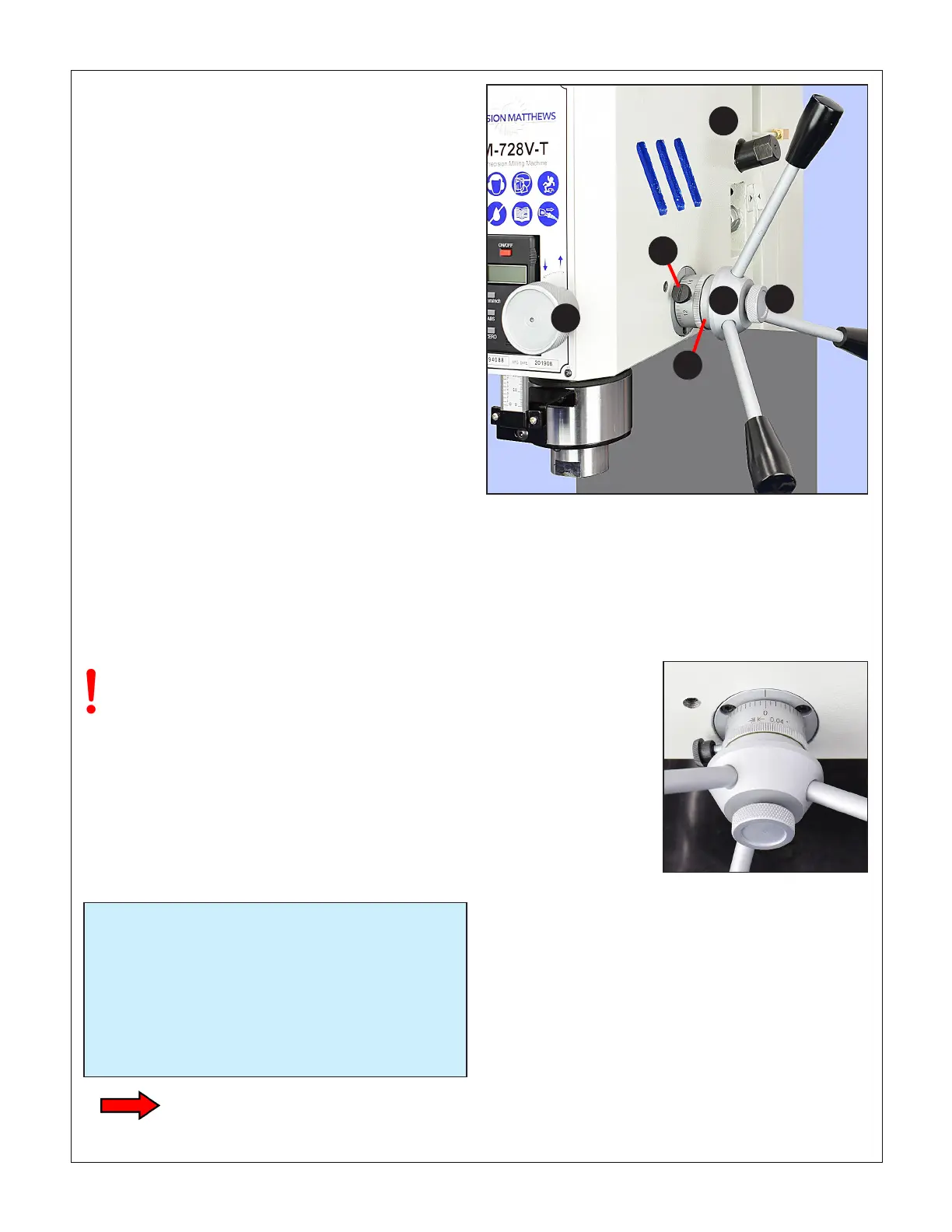
Figure 3-14
Quill depth dial
6
For all spindle positioning operations avoid using the
quill lock. When possible, retract the quill fully, then
adjust the headstock elevation instead.
Why? On practically all vertical mills, including the heavier
knee mills, locking the quill may oset the spindle by a few
thousandths of an inch. For milling operations this is not a
problem provided edge "nding" and subsequent machining
are both done with the quill retracted and locked.
Drilling, on the other hand, is quite dierent. If the edge of the
workpiece has been “found” with the quill locked, this may af-
fect placement of holes drilled thereafter. Instead, do the nd-
ing by lowering the headstock, or lower the quill with the ne
downfeed control — no locking in either case.
 Loading...
Loading...
