www.scheppach.com
32
|
GB
Tensioning the workpiece
Always clamp workpieces rmly using a machine vice
or suitable clamping equipment. Never hold workpiec-
es by hand! When drilling, the workpiece should be
movable on the drilling table (4) so that self-centering
can take place. Always secure the workpiece against
twisting. The best way to do this is to place the work-
piece or machine vice against a xed stop.
Attention! Metal parts must be clamped so that they
cannot be pulled up. Depending on the workpiece, cor-
rectly adjust the height and inclination. There must be
enough distance between the top of the workpiece and
the tip of the drill.
Working speed
Ensure correct speed during drilling. This depends on
the drill diameter and the material.
The list below will help you choose speeds for dierent
materials.
The speeds indicated are only guidelines.
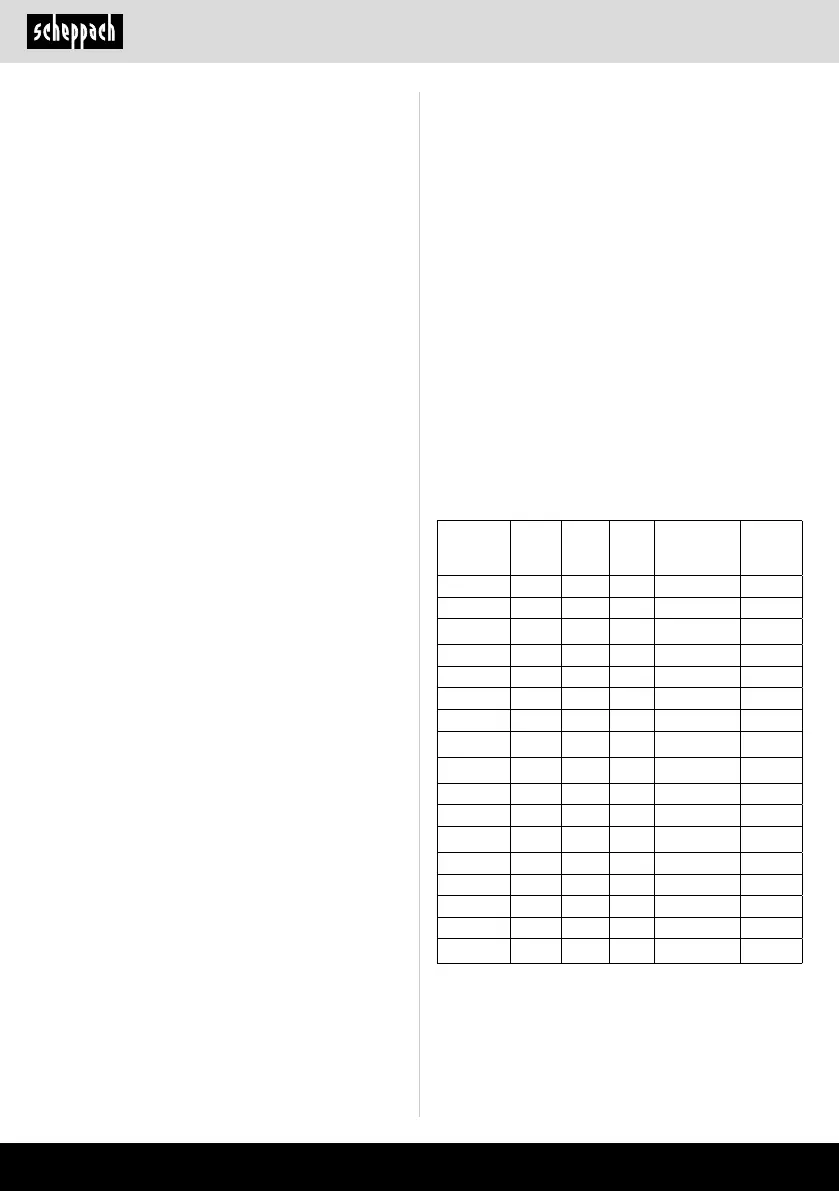
Drill
diameter
Grey
cast
iron
Steal Iron Aluminium Bronze
3 2550 1600 2230 9500 8000
4 1900 1200 1680 7200 6000
5 1530 955 1340 5700 4800
6 1270 800 1100 4800 4000
7 1090 680 960 4100 3400
8 960 600 840 3600 3000
9 850 530 740 3200 2650
10 765 480 670 2860 2400
11 700 435 610 2600 2170
12 640 400 560 2400 2000
13 590 370 515 2200 1840
14 545 340 480 2000 1700
16 480 300 420 1800 1500
18 425 265 370 1600 1300
20 380 240 335 1400 1200
22 350 220 305 1300 1100
25 305 190 270 1150 950
Countersinking and pilot drilling
You can also use this tabletop drill for countersinking or
centre drilling. Please note that countersinking should
be carried out at the lowest speed, while a high speed
is required for pilot drilling.
Setting the inclination of the drilling table, Fig. 1,
15
• Loosen the hexagonal bolt (20) under the drilling
table (4).
• Set the drilling table (4) to the desired angle.
• Tighten the carriage bolt (20) again to x the drilling
table (4) in this position.
Setting the height of the drill table, Fig. 16
• Loosen the clamping screw (3).
• Move the drilling table to the desired position using
the crank handle (16).
• Retighten the clamping screw (3).
Setting the spindle return spring, Fig. 17
The spindle return spring may have to be set, as it’s
tension has changed and therefore, the spindle moves
back too quickly or too slowly.
1. Lower the table for more space to work.
2. Work on the left of the drill.
3. Insert a screwdriver into the front groove (1) and
keep this in position.
4. Use an open-ended spanner (size 14) to remove
the outer nut (3)
5. With the screwdriver still in the groove, loosen the
inner nut (4) until the notch releases from the hub
(6). ATTENTION, springs are tensioned!
6. Turn the spring cap (2) carefully in an anti-clock-
wise direction using the screwdriver until you can
press the groove (1) into the hub (6).
7. Lower the spindle into the lowest position and keep
the spring cap (2) in position. Once the spindle
moves up and down as you require, re-tighten the
inner nut (4).
8. If it is too loose, repeat steps 3-5. If it is too tight,
repeat step 6 in reverse order.
9. Use an open-ended spanner to secure the outer
nut (3) against the inner nut (4).
10. NOTE: Do not over-turn and do not limit the range
of movement of the spindle!
Axial play for the spindle, Fig. 18
When the spindle is in the bottom position, turn it man-
ually. If you determine that the play is excessive, pro-
ceed as follows:
1. Loosen the counternut (21).
2. Turn the screw (22) clockwise in order to compen-
sate for the play without impairing the upwards
and downwards movement for the spindle (a small
amount of play is normal).
3. Re-tighten the counternut (21).
 Loading...
Loading...





