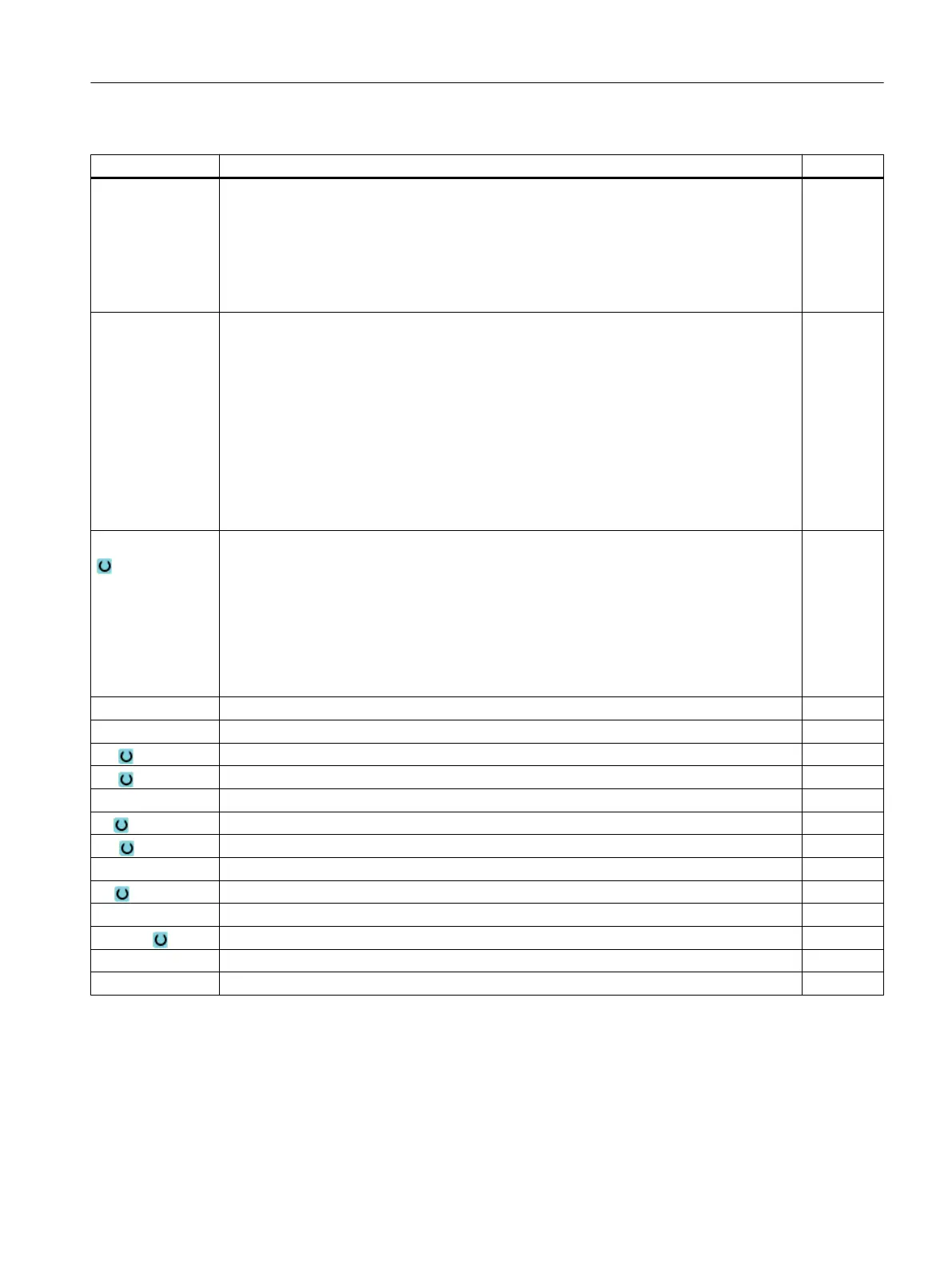
Parameter Description Unit
Data for Selection of the spindle for blank
● Main spindle
● Counterspindle
Note:
If the machine does not have a counterspindle, then the entry field "Data for" is not appli‐
cable.
Clamping Selecting the clamping location of the blank
● Table
All clampings are mounted on a table
Note: No turning cycles can be used in the program with the "Table" selection.
● C1...
All clampings are mounted on a rotary axis
Note: please refer to the machine manufacturer's specifications.
Blank Selecting the blank
● Cuboid
● Tube
● Cylinder
● Polygon
● Centered cuboid
● Delete
X0 1. Rectangular point X - (only for cuboid)
Y0 1. Rectangular point Y - (only for cuboid)
X1 2. Rectangular point X (abs) or 2nd rectangular point X referred to X0 (inc) - (only for cuboid)
Y1 2. Rectangular point Y (abs) or 2nd rectangular point Y referred to Y0 (inc) - (only for cuboid)
ZA Initial dimension
ZI Final dimension (abs) or final dimension in relation to ZA (inc)
ZB Machining dimension (abs) or machining dimension in relation to ZA (inc)
XA Outside diameter – (only for tube and cylinder) mm
XI Inside diameter (abs) or wall thickness (inc) – (only for tube) mm
N Number of edges – (only for polygon)
SW or L Width across flats or edge length – (only for polygon)
W Width of the blank - (only for centered cuboid) mm
L Length of the blank - (only for centered cuboid) mm
Generating a G code program
8.6 Blank input
Milling
Operating Manual, 08/2018, 6FC5398-7CP41-0BA0 305
 Loading...
Loading...














