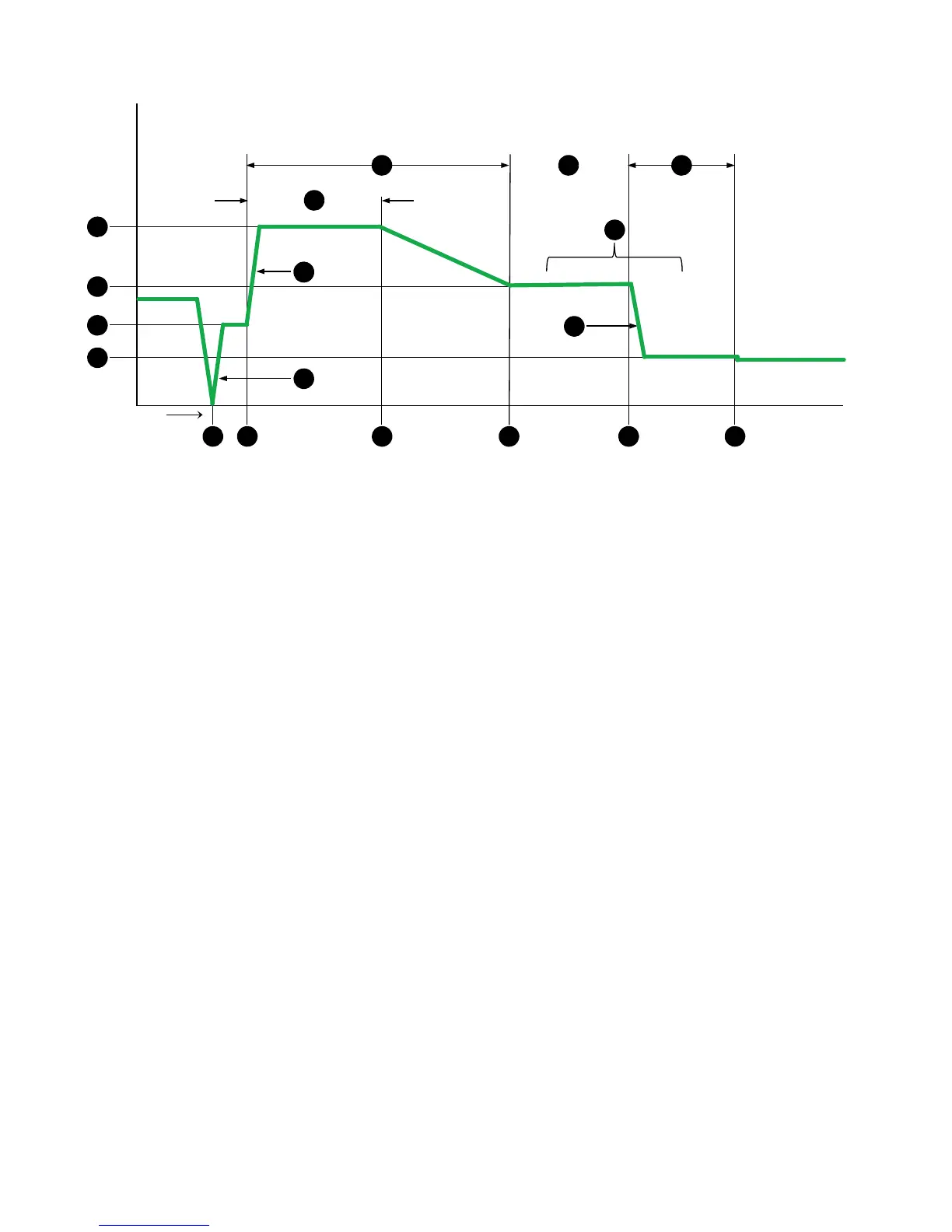
1 Pierce height
2 Pierce end height
3 Transfer height
4 Cut height
5 Initial height sense
6 Arc transfer, motion begins, shield flow switches from preflow to cutflow
(if preflow is lower than cutflow)
7 Torch begins to lower toward pierce end height
8 Torch reaches pierce end height as pierce delay expires
9 Torch lowers to cut height as cut height delay expires
10 AVC begins as MP AVC delay expires prior to starting cut
11 Move to transfer height
12 Pierce delay
13 Moving delay
14 Move to pierce height
15 Cut height delay
16 Arc penetrates plate in this region
17 MP AVC delay
18 Move to cut height

 Loading...
Loading...








