2
Thick metal cutting techniques overview
Edge start
Positioning
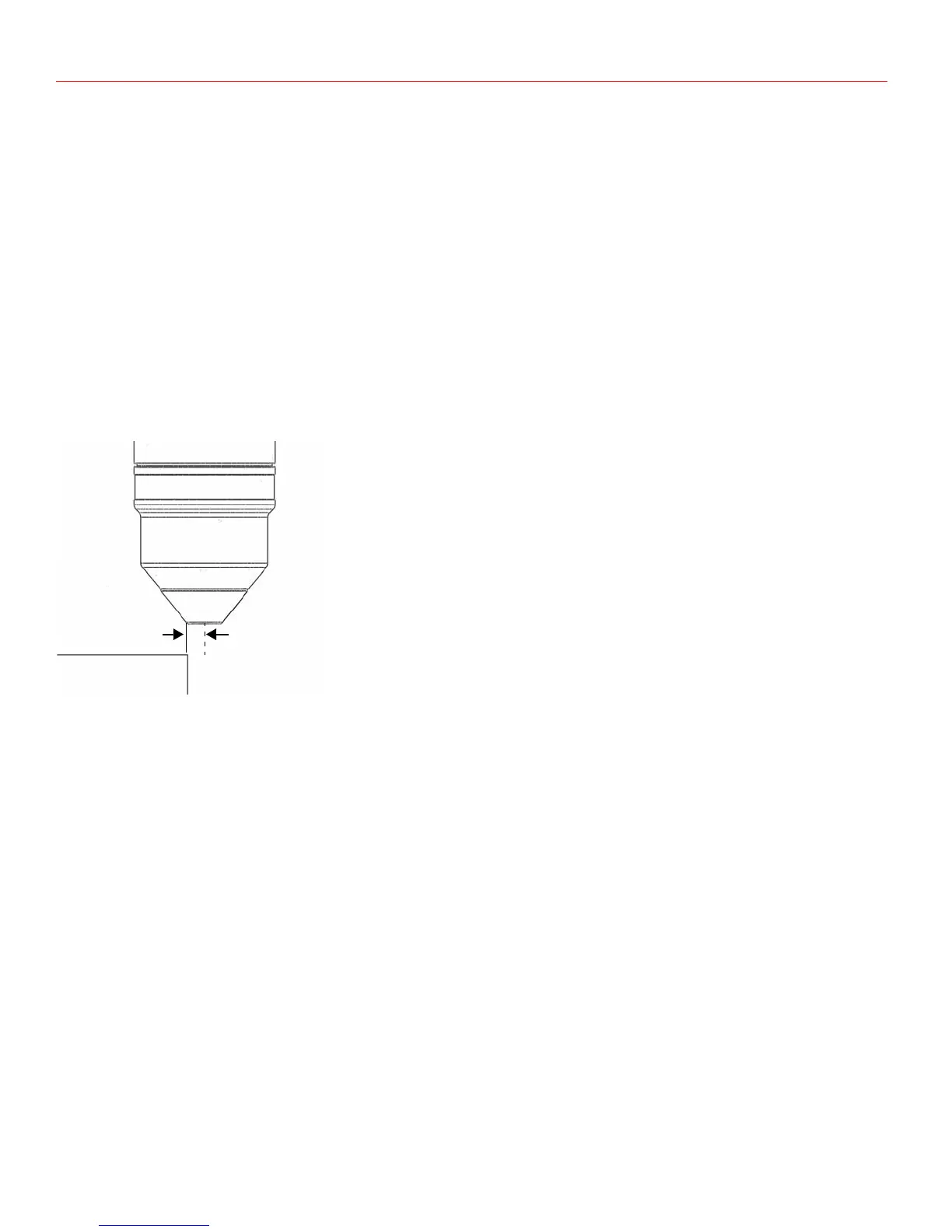
Proper positioning of the torch is important to allow the
molten metal (or melt) to carry down the majority of the
thickness (especially when starting on a rough edge). Set
the height of the torch to the cut height listed in the cut
chart, which you can find in the Operation section of the
HPR800XD Instruction Manual (806500 [Auto Gas] or
806490 [Manual Gas]). Place the torch center-line about
0.25 inches (6 mm) from the workpiece edge. The edge of
workpiece should be approximately lined up with the shield
face diameter, as shown in Figure 1.
Figure 1 – Edge start positioning
Motion (or pierce) delay
An adequate motion delay must be used to allow enough
time for the arc to melt the majority of the edge prior to
motion being initiated. Suggested motion delays for 800 A
thick metal cutting are listed in the cut charts in the
HPR800XD Instruction Manual. These times may need to
be adjusted based on your application.
Initial cut speed (lead-in speed)
A reduced cut speed should be used for at least the first
1 inch (25 mm) of the cut before traveling at the full cut
speed. The recommended initial cut speed should be 75%
of the full cut speed.
Cornering
Special cornering considerations may be necessary when
working with thick metal due to the extreme lag of the tail
(bottom portion) of the arc. If no technique is used, the cut
edge may lose its form, especially near the bottom of the
cut. Use one of the following methods:
• Rounding corners
•Corner delay
• Corner slow-down
Rounding corners
One method to maintain edge form is to round off corners of
90 degrees or less. In general, the radius should be equal to
or greater than the kerf value (larger is better).
Corner delay
Allow the motion to dwell in the corner for approximately one
second to allow the arc tail to “catch up.”
Corner slow-down
Approximately 1 inch (25 mm) before entering the corner,
slow down the cut speed to 75% of the full cut speed.
Maintain 75% of the cut speed for approximately 1 inch
(25 mm) after the corner before resuming the full cut speed.
Approximately 0.25 inches (6 mm)

 Loading...
Loading...








