26 Bend-Tech Dragon A150
Plasma Cutting Guide
Troubleshooting
03
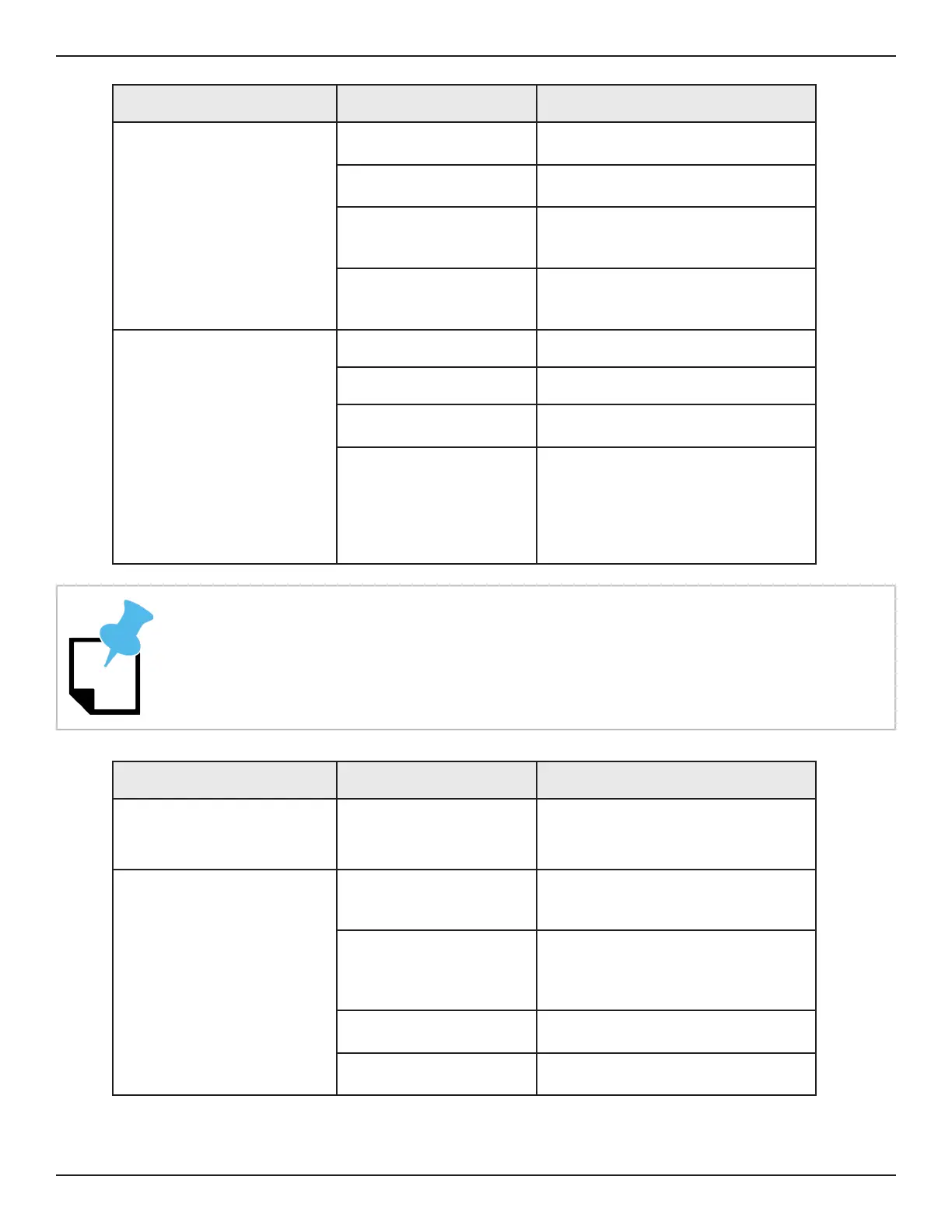
Symptom Cause Corrective Action
Cut Quality Issues
Torch consumables worn
out
Inspect Torch consumables, measure
pit depth of electrode.
Incorrect Torch height
settings
Check settings in software and Torch
height on machine.
Incorrect cutting speed
Ensure cutting speed is correct in
regard to amperage and material
thickness.
Incorrect cutting amperage
Ensure consumables match the
amperage settings on the machine.
Set cut speed appropriately.
Round Holes are Coming
Out Oval
Cutting speed Adjust material feed rate.
Material loose in Chuck Ensure material is secure in Chuck.
Gate too tight or too loose
Ensure material moves freely in Gate
with no play.
Backlash
Perform a Backlash Test in Machine
Library > Mechanical Settings.
Remove the Trolley cover and perform
a visual inspection of backlash.
Ensure all motors are tight. Tighten all
X Axis set screws.
Symptom Cause Corrective Action
Machine Cutting and
then Returning to
Previous Engraving
Order of actions incorrect
in software settings
Change order of actions
Machine Library > Basic > Default
Process Order.
Jagged Cuts
Material feed rate too high
Ensure consumables match the
amperage settings on the machine.
Set cut speed appropriately.
Amperage incorrect
Ensure amperage is set to cutting
charts in this manual. It is possible the
amperage may need to be adjusted by
the Operator to achieve best results.
Gate too tight on material
Ensure material moves freely in Gate
with no play.
X Cable too loose or too
tight.
Check tension on X cable, adjust as
needed.
On thicker material, round holes may appear oval. However, while the hole may
appear oval on the OD of the material, the hole will be round on the ID of the material.
This is part of the normal cutting process of the Dragon A150.
 Loading...
Loading...
