e-2 HT4400 Instruction Manual
3
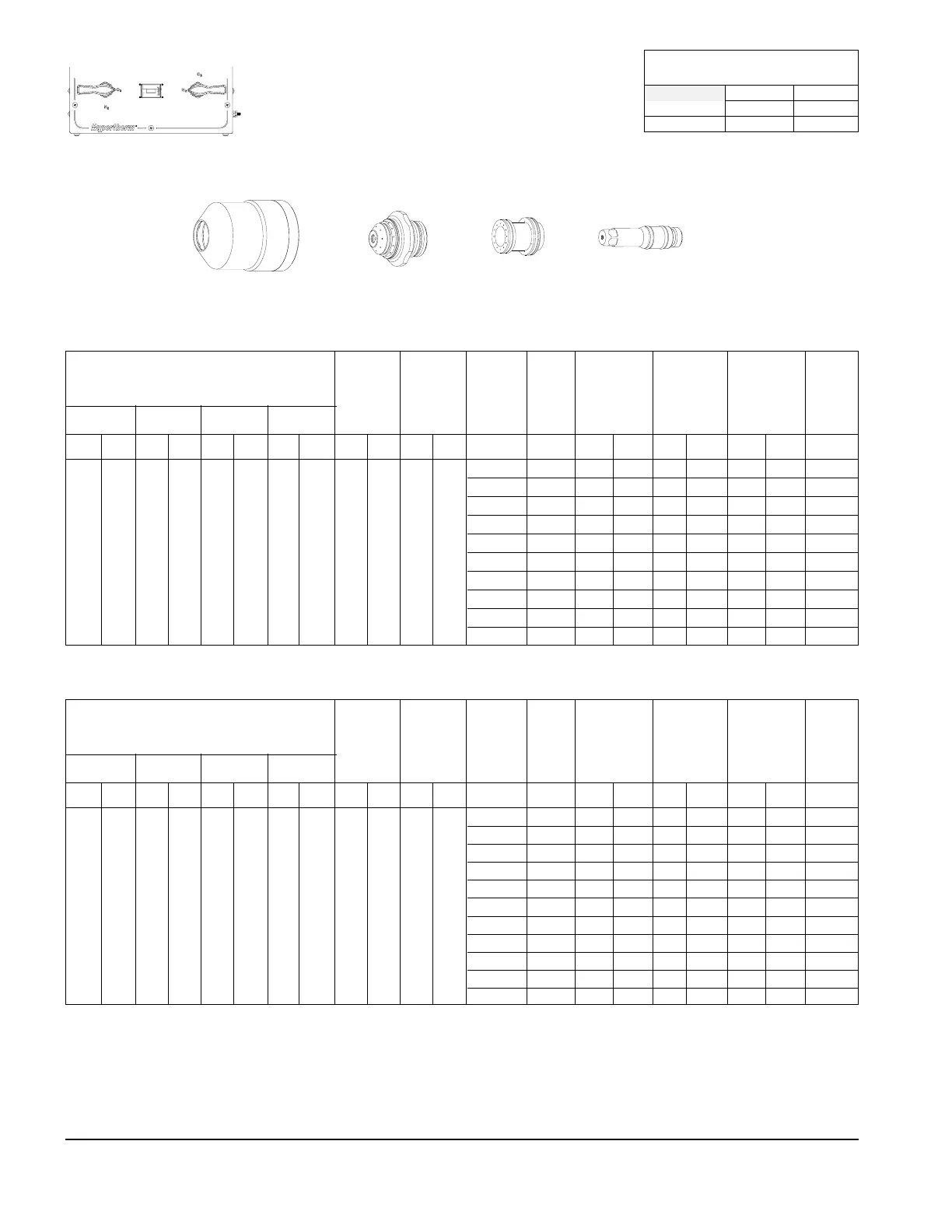
3/8** 135 .125 3 195 4950 .250 6 0.4
1/2** 138 .157 4 160 4060 .314 8 0.5
5/8 140 .157 4 120 3050 .314 8 0.6
3/4 142 .157 4 95 2413 .314 8 0.7
7/8 145 .188 5 80 2032 .375 10 0.8
1 145 .188 5 70 1778 .375 10 1
1-1/8 145 .188 5 60 1520 .375 10 1.4
1-1/4 148 .188 5 55 1400 .375 10 1.9
1-1/2 150 .188 5 40 1020 * * *
2 175 .250 6 15 381 * * *
Mild Steel
O
2
Plasma / O
2
-N
2
Shield
400 Amps
Straight and Bevel Cutting to 45°
Note: Cut charts display straight cutting (90°) parameters
Flow Rates @ 140 psi / 9.6 bar
(scfh / slh)
N
2
O
2
Preflow
192.4 / 5448 61.2 / 1733
Cutflow
152.5/ 4318 125.8 / 3562
120786
Retaining Cap
120934
Nozzle
120939
Swirl Ring
120810
Electrode
* Piercing not recommended
** Cuts on these thicknesses may result in increased cut angle variation and surface roughness. Reduce cut speed by
5%-10% for improvement with some materials.
Minimum inlet pressures remain at one setting of 140 psi (9.6 bar) for all material thicknesses.
Approximate pressures while cutting in RUN mode: PG1 74
PG2 43
ENGLISH
Material
Thickness
Plasma PlasmaShield Shield
MV1 MV2 MV3 MV4 MV5 MV6 MV7 PG1 PG2 PG1 PG2 inches Volts in. mm ipm mm/m in. mm seconds
Test
Preflow
Verify
(psi)
Test
Cutflow
Verify
(psi)
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Test Preflow and Cutflow Adjust
(psi)
68 4 6 8 25 34 40 3348 6443
10** 135 3 .125 4718 186 6 .250 0.4
12** 138 4 .157 4301 169 8 .314 0.5
15 140 4 .157 3320 131 8 .314 0.6
20 142 4 .157 2298 91 8 .314 0.7
22 145 5 .188 2053 81 10 .375 0.8
25 145 5 .188 1806 71 10 .375 1
30 145 5 .188 1468 58 10 .375 1.2
32 148 5 .188 1386 55 10 .375 1.4
35 150 5 .188 1204 47 10 .375 1.9
40 155 5 .188 929 37 * * *
50 175 6 .250 421 17 * * *
METRIC
Material
Thickness
Plasma PlasmaShield Shield
MV1 MV2 MV3 MV4 MV5 MV6 MV7 PG1 PG2 PG1 PG2 mm Volts mm in. mm/m ipm mm in. seconds
Test
Preflow
Verify
(psi)
Test
Cutflow
Verify
(psi)
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Test Preflow and Cutflow Adjust
(psi)
68 4 6 8 25 34 40 3348 6443
 Loading...
Loading...







