OPERATION
HPR260 Manual Gas Instruction Manual 4-11
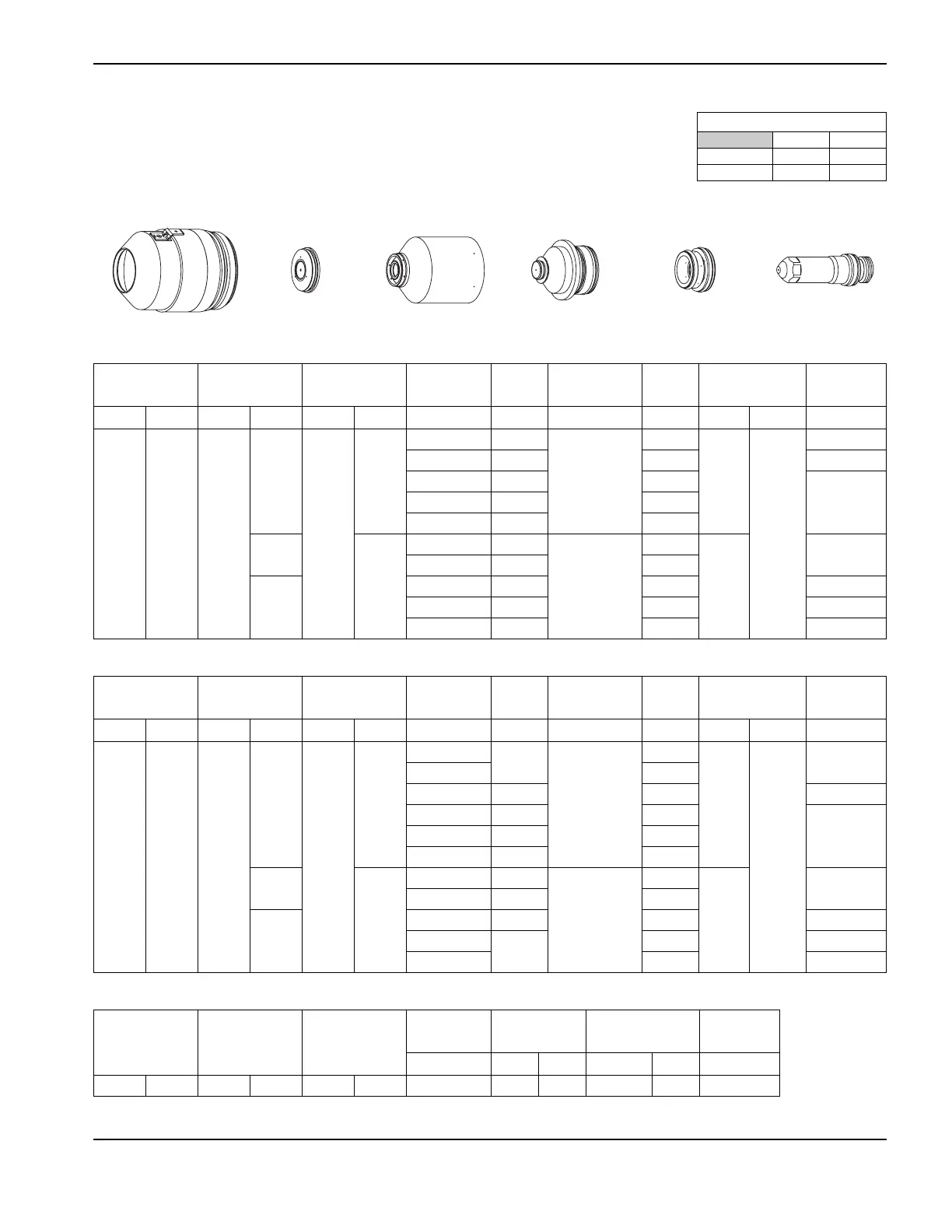
1
Mild steel
O
2
Plasma / O
2
Shield
30 A Cutting
220194220173 220192220313 220180220193
*Pierce complete is recommended for these thicknesses
Note: Air must be connected to use this process. It is used as the preflow gas
Flow rates – lpm/scfh
O
2
Air
Preflow 0 / 0 46 / 97
Cutflow 22 / 46 0 / 0
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
O
2
O
2
80
15
92
15
0.5
114
1.3
5355
2.3
180
0.1
0.8
115 4225 0.2
1
116 3615
0.3
1.2
117 2865
1.5
119 2210
35
5
2
120
1.5
1490
2.7
0.4
2.5
122 1325
75
3*
123 1160 0.5
4*
125 905 0.7
6*
128 665 1.0
Metric
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
O
2
O
2
80
15
92
15
.018
114
0.050
215
0.090
180
0.1
.024
200
.030
115 170 0.2
.036
116 155
0.3
.048
117 110
.060
119 85
35
5
.075
120
0.060
60
0.110
0.4
.105
122 50
75
.135*
123 40 0.5
3/16*
128
30 0.7
1/4*
25 1.0
English
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
15
2.5 0.100 6350 250 105
Marking

 Loading...
Loading...






