APPENDIX C – BEVEL CUTTING
HPR260 Manual Gas Instruction Manual c-9
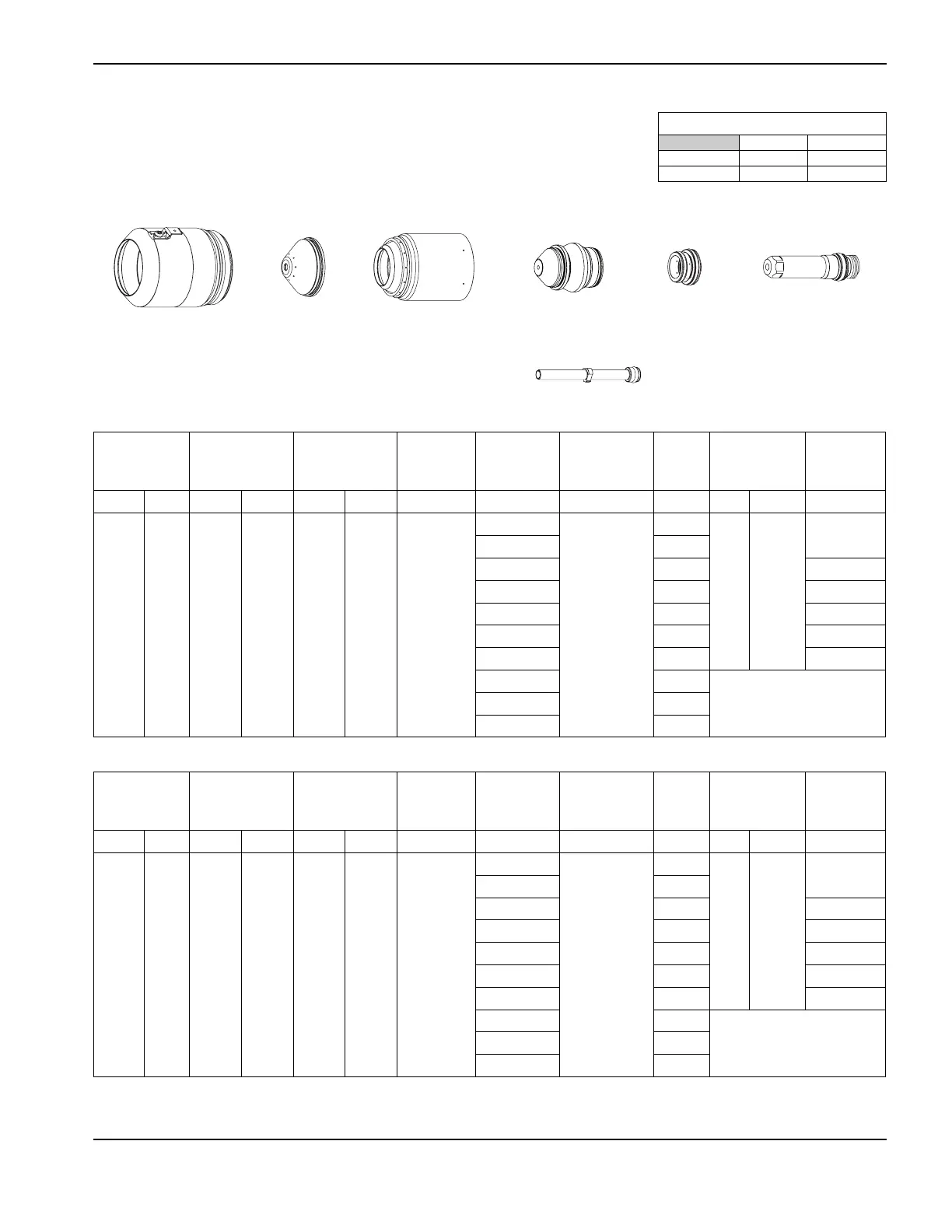
Flow rates – lpm/scfh @ 3/4" setting
N
2
Air
Preflow 127 / 270 0 / 0
Cutflow 54 / 114 116 / 245
Stainless steel bevel cutting
N
2
Plasma / Air Shield
260 A
220609220398 220606220608 220405220607
Notes: Bevel angle range is 0° to 45°. Water tube 220571 must be used with these
consumables.
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
mm
mm mm/m mm factor % seconds
N
2
Air11757582 2.0
6
3.8 – 10.0
6375
7.5 200
0.3
10
3440
12
2960 0.4
15
2520 0.5
20
1590 0.6
25
1300 0.8
32
875 1.0
38
515
Edge start
44
365
50
180
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
in
in ipm in factor % seconds
N
2
Air11757582 0.080
1/4
0.150 – 0.400
240
0.300 200
0.3
3/8
140
1/2
110 0.4
5/8
95 0.5
3/4
70 0.6
1
50 0.8
1-1/4
35 1.0
1-1/2
20
Edge start
1-3/4
14
2
6
4

 Loading...
Loading...






