Material Thickness Arc Recommended Travel Speed
Material Current
(ga. or in.) (mm) (A) (ipm) (mm/min.)
18 ga. 1.3 Mild Steel 27 160 4060
10 ga. 3.4 Mild Steel 27 57 1460
1/4" 6.0 Mild Steel 27 18 465
3/8" 9.0 Mild Steel 27 12 325
18 ga. 1.3 Stainless Steel 27 156 3960
10 ga. 3.4 Stainless Steel 27 45 1150
1/4" 6.0 Stainless Steel 27 16 400
3/8" 9.0 Stainless Steel 27 8 220
18 ga. 1.3 Aluminum 27 192 4875
10 ga. 3.4 Aluminum 27 51 1300
1/4" 6.0 Aluminum 27 13 345
3/8" 9.0 Aluminum 27 8 200
† To cut material above 6 mm, start torch at edge of material.
OPERATION
4-10 powermax380 Operator Manual
0
Torch Operation
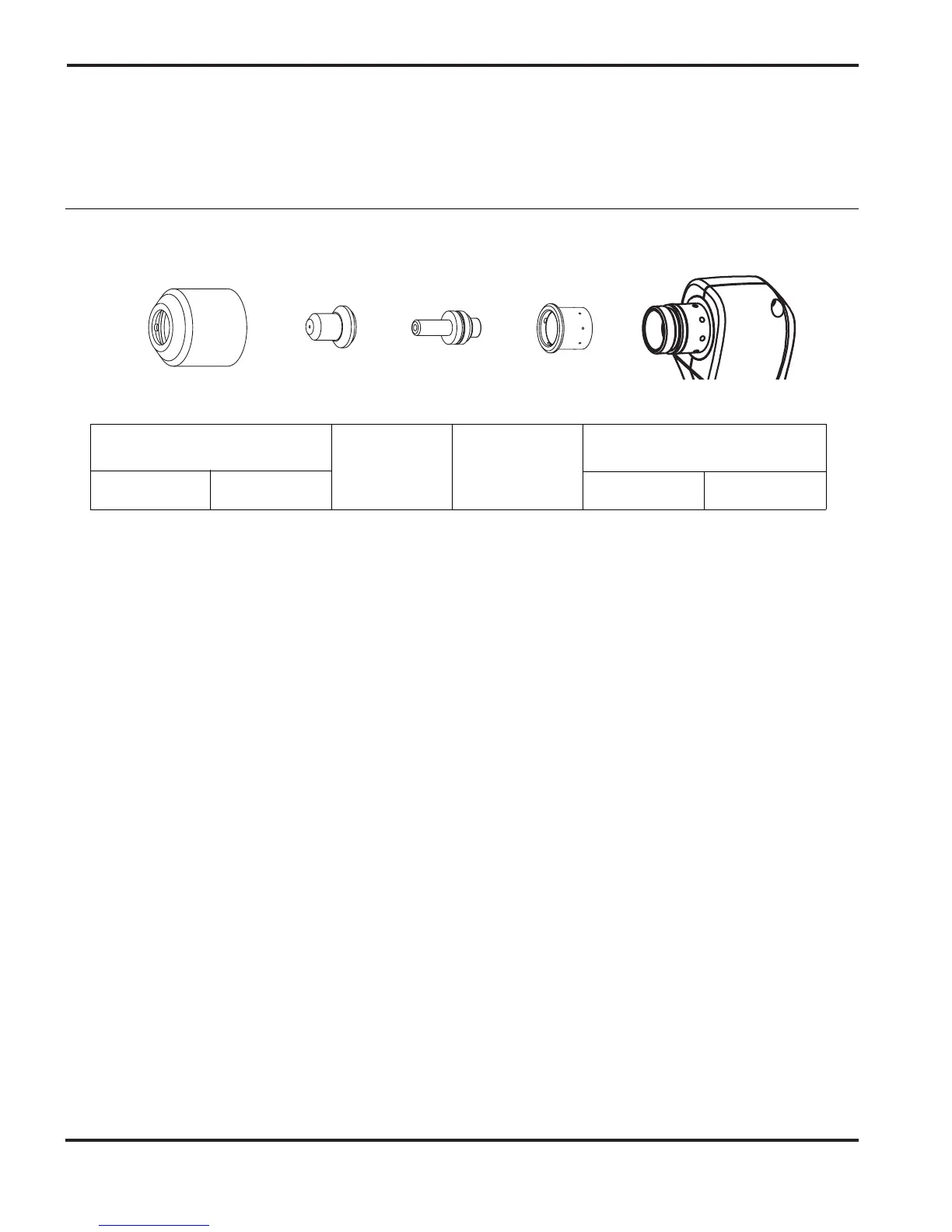
Cut Chart - 27 Amp Standard Consumables
• Torch-to-work distance for the following cut chart is 1/16 inch / 1.5 mm for all cuts.
Retaining Cap
220016
Nozzle
120504
Electrode
020382
Swirl Ring
220013
PAC110T
Torch

 Loading...
Loading...







