TP-6137 5/0388 Section 10 Generator and Engine Disassembly/Reassembly
10.5 Engine Component Dimensions and Wear
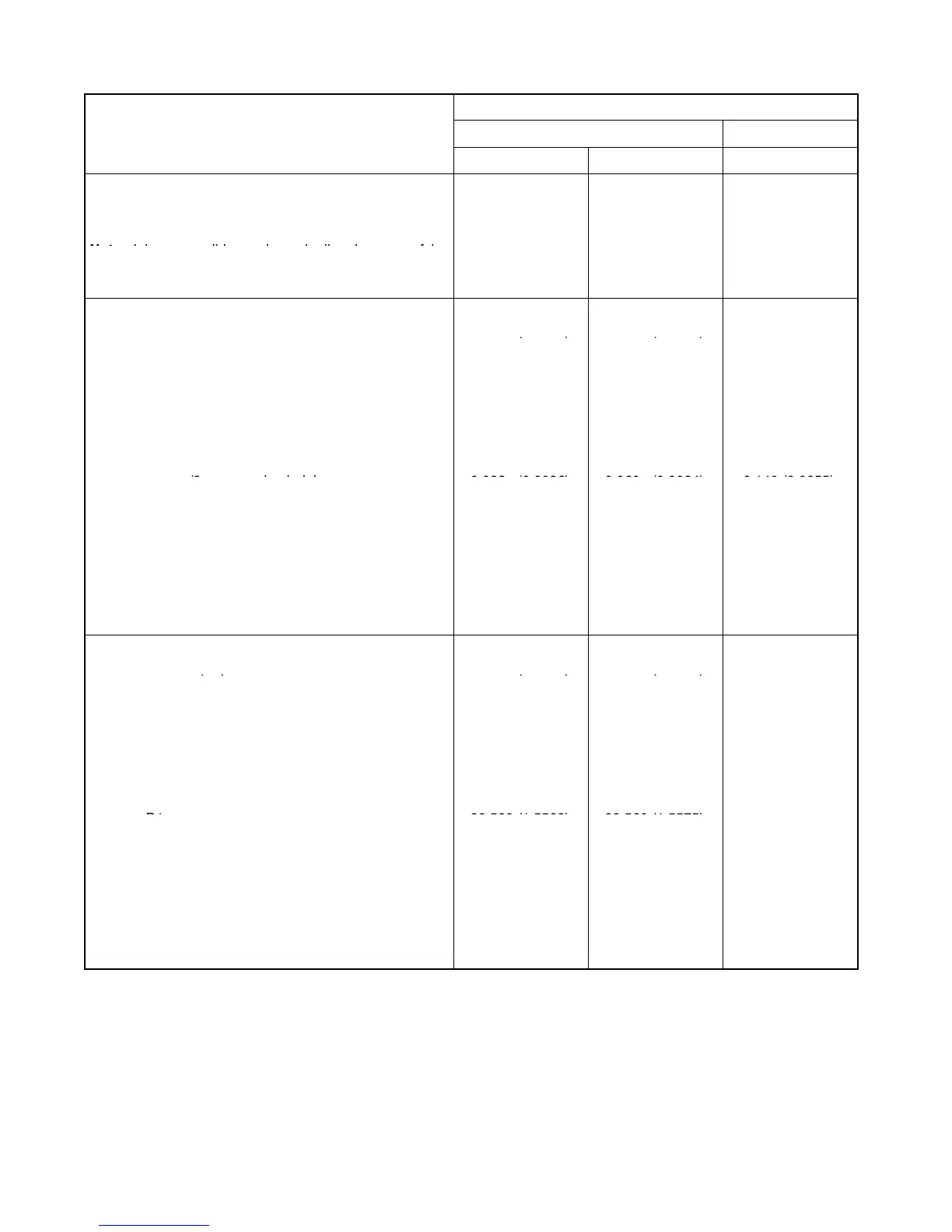
Dimensions
Original Max. Limit
Part Description
Max. mm (in.) Min. mm (in.) mm (in.)
Cylinder Liner
below diameter
.
.
82.030 (3.2295)
.
.
82.010 (3.2287)
.
.
82.130 (3.2335)
Note: It is not possible to rehone the liner because of the
conical shape. We always suggest to exchange the
cylinder together with the piston and rings.
Piston
Crown diameter 81.967 (3.2270) 81.953 (3.2265) --
1
st
compression ring groove height
2.120 (0.0835)
2.100 (0.0827) --
2
nd
compression ring groove height
2.070 (0.0815)
2.050 (0.0807) --
Oil scrapper ring groove height 4.040 (0.1591) 4.020 (0.1583) --
Diameter of the piston pin hole 22.010 (0.8665) 22.04 (0.8663) --
Clearance between:
groove/1
st
comp. ring height
0.145 (0.0057)
0.110 (0.0043)
0.170 (0.0067)
groove/2
nd
comp. ring height
0.092 (0.0036)
0.060 (0.0024)
0.140 (0.0055)
groove/oil scrapper ring height
0.065 (0.0026)
0.030 (0.0012)
0.110 (0.0043)
1
st
and 2
nd
compression ring gaps
0.500 (0.0197)
0.300 (0.0118)
1.000 (0.0394)
oil scrapper ring gap 0.500 (0.0197) 0.250 (0.0098) 1.000 (0.0394)
Note: The excessive clearances or gaps are because of
the abnormal wears of the cylinder liner, piston, and
rings. We always suggest to exchange the cylinder
together with the piston and rings.
Crankshaft
Journal diameter (D1) 40.080 (1.5780) 40.060 (1.5772) --
Journal diameter (D3)
35.023 (1.3789)
35.015 (1.3785) --
Journal diameter (D2)
40.030 (1.5760)
40.020 (1.5756) --
Journal diameter : undersize of 0.25 mm (0.010 in.)
D1 39.830 (1.5681) 39.810 (1.5673) --
D2 39.780 (1.5661) 39.770 (1.5657) --
Journal diameter : undersize of 0.50 mm (0.020 in.)
D1
39.580 (1.5583)
39.560 (1.5575)
--
D2
39.530 (1.5563)
39.520 (1.5559)
--
Cranksha
t gear diameter
22.000 (0.8661)
21.970 (0.8650)
--
Diameter o
cranksha
t gear journal
22.029 (0.8673) 22.008 (0.8665) --
Clearance:
on ro
ear
ng an
cran
s
a
t
ourna
ameter
0.060
0.0024
0.030
0.0012
0.110
0.0043
us
ng an
cran
s
a
ourna
ame
er
.
.
.
.
.
.

 Loading...
Loading...

