15
PM-1236 v4 1-2017.indd
E2 E3 A2 E4 E1 C3 C4 A5 D5 B5
0.153 0.135 0.131 0.122 0.101 0.098 0.078 0.075 0.062 0.049
0.030 0.026 0.025 0.024 0.019 0.017 0.015 0.014 0.012 0.009
0.305 0.271 0.262 0.244 0.202 0.196 0.156 0.149 0.124 0.099
0.059 0.052 0.050 0.048 0.039 0.034 0.030 0.028 0.024 0.018
0.612 0.542 0.524 0.489 0.406 0.392 0.314 0.299 0.249 0.199
0.118 0.105 0.101
0.095 0.078 0.067 0.061 0.058 0.048 0.036
1.220 1.084 1.049 0.979 0.813 0.784 0.627 0.597 0.498 0.398
0.236 0.209 0.203 0.189 0.157 0.135 0.122 0.116 0.096 0.072
Movement per spindle revolution (mm)
E2 E3 A2 E4 E1 C3 C4 A5 D5 B5
0.0060 0.0053 0.0052 0.0048 0.0040 0.0039 0.0031 0.0030 0.0024 0.0019
0.0012 0.0010 0.0010
0.0009 0.0007 0.0007 0.0006 0.0006 0.0005 0.0004
0.0120 0.0107 0.0103 0.0096 0.0080 0.0077 0.0061 0.0059 0.0049 0.0039
0.0023 0.0020 0.0020 0.0019 0.0015 0.0013 0.0012 0.0011 0.0009 0.0007
0.0241 0.0213 0.0206 0.0193 0.0160 0.0154 0.0124 0.0118 0.0098 0.0078
0.0046 0.0041 0.0040 0.0037 0.0031 0.0026 0.0024 0.0023 0.0019 0.0014
0.0480 0.0427 0.0413 0.0385 0.0320 0.0309 0.0247 0.0235 0.0196 0.0157
0.0093 0.0082 0.0080 0.0074 0.0062 0.0053 0.0048 0.0046 0.0038 0.0028
Movement per spindle revolution (in.)
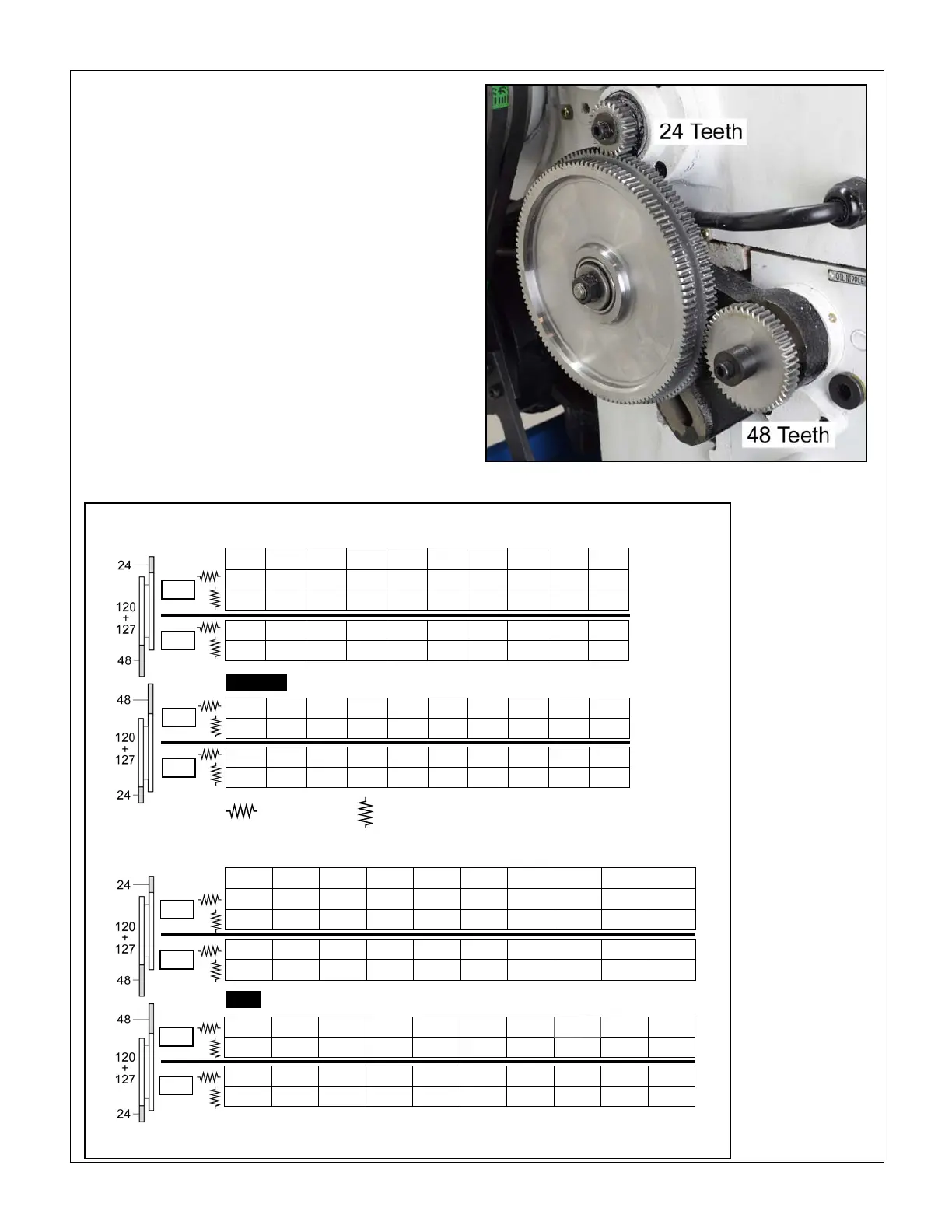
Carriage motion
Cross slide motion
S II
S II
S II
S II
S I
S I
S I
S I
METRIC
U.S.
1. It provides a useful range of carriage and cross feeds,
respectively (in./rev) carriage 0.0019 to 0.012, cross
slide 0.0004 to 0.0023.
2. It cuts 10 of the most popular U.S. threads found in
the model shop, simply by making gearbox selections.
In addition, the 24T/48T combination cuts the entire
range of metric pitches from 0.4 to 7 mm.
Note that switching from SI to SII doubles the feed rate.
Exchanging the gears (48T upper, 24T lower) increases
all speeds by a factor of 4.
Figure 3-12 External change gears
Figure 3-13
Table of feed rates

 Loading...
Loading...
