Figure 21
Figure 20
METAL BENDS
WHEN COOLED
Figure 22
DISTORTION TRENOS
WHEN COOLING
Egff W[LO
[RtH Y_LO
F Figure 23
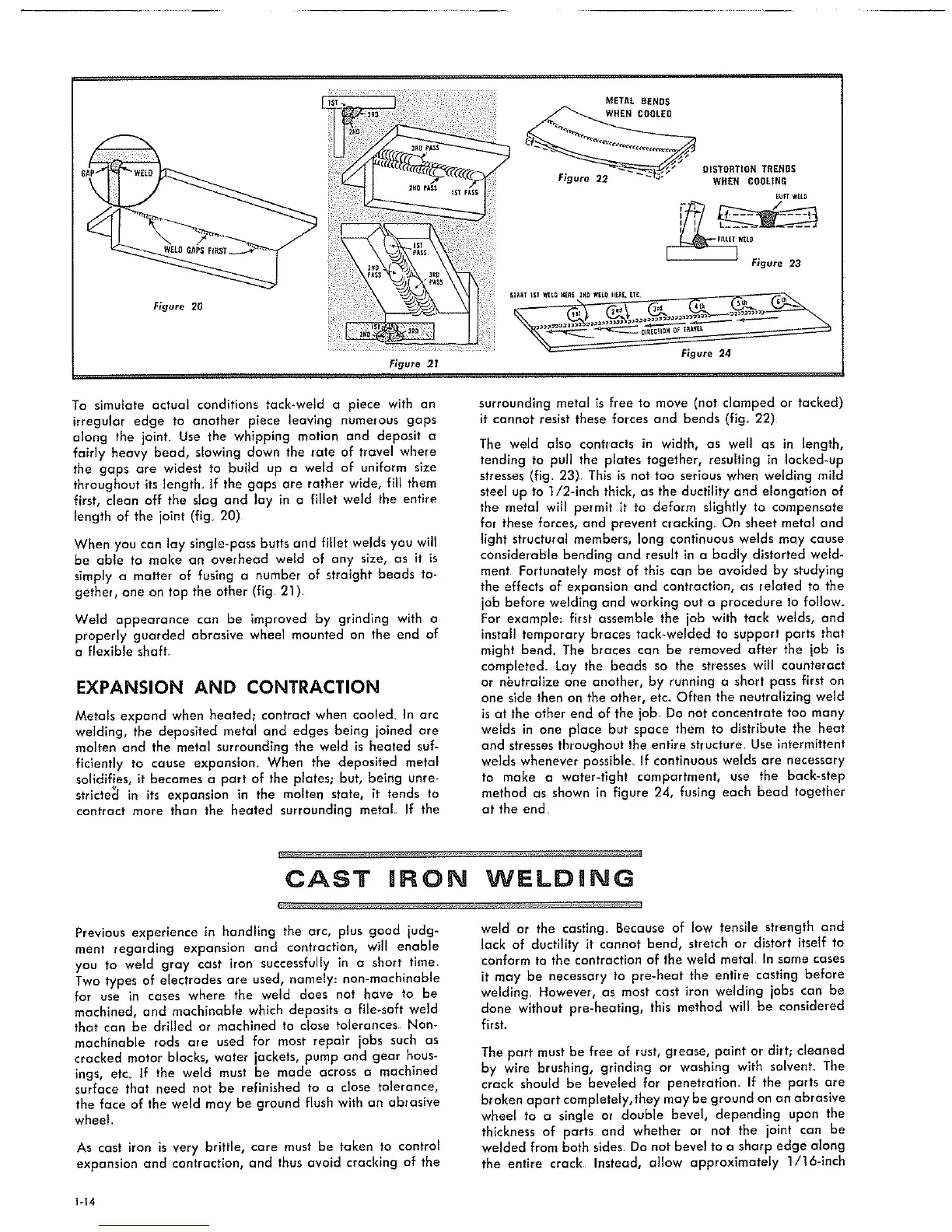
To simulate actua! conditions tack-weld a piece with an
irregular edge to another piece leaving numerous gaps
along the joint_ Use the whipping motion and deposit a
fairly heavy bead, slowing down the rate of travel where
the gaps are widest to build up a weld of uniform size
throughout its length. If the gaps are rather wide, fill them
first, clean off the slag and lay in a fillet weld the entire
length of the joint (fig. 20)
When you can lay single-pass butts and fillet welds you will
be able to make an overhead weld of any size, as it is
simply a matter of fusing a number of straight beads to-
gether, one on top the other (fig 21)
Weld appearance can be improved by grinding with a
properly guarded abrasive wheel mounted on the end of
a flexible shaft
EXPANSION AND CONTRACTION
Metals expand when heated; contract when cooled. In arc
welding, the deposited metal and edges being joined are
molten and the metal surrounding the weld is heated suf-
ficiently to cause expansion_ When the deposited metal
solidifies, it becomes a part of the plates; but, being unre-
stricte_ in its expansion in the molten state, it tends to
contract more than the heated surrounding metal If the
Figure 24
surrounding metal is free to move (not clamped or tacked)
it cannot resist these forces and bends (flg_ 22)
The weld also contracts in width, as well as in length,
tending to pull the plates together, resulting in locked-up
stresses (fig_ 23) This is not too serious when welding mild
steel up to 1/2-inch thick, as the ductility and elongation of
the metal will pelmit it to deform slightly to compensate
for these forces, and prevent cracking. On sheet metal and
light structural members, long continuous welds may cause
considerable bending and resuJt in a badly distorted weld-
ment Fortunately most of this can be avoided by studying
the effects of expansion and contraction, as related to the
job before welding and working out a procedure to follow.
For example: first assemble the job with tack welds, and
install temporary braces tack-welded to support parts that
might bend. The braces can be removed after the job is
cornpleted_ Lay the beads so the stresses will counteract
or nbutralize one another, by running a short pass first on
one side then on the other, etc. Often the neutralizing weld
isat the other end of the job Do not concentrate too many
welds in one place but space them to distribute the heat
and stresses throughout the entire structure Use intermittent
welds whenever possible_ If continuous welds are necessary
to make a water-tight compartment, use the back-step
method as shown in figure 24, fusing each bead together
at the end
CAST IRON WR=LD|NG
Previous experience in handling the arc, plus good judg-
ment regarding expansion and contraction, will enable
you to weld gray cast iron successfully in a short time.
Two types of electrodes are used, namely: non-machinable
for use in cases where the weld does not have to be
machined, and machinable which deposits a file-soft weld
that can be drilled or machined to close tolerances Non-
machinable rods are used for most repair jobs such as
cracked motor blocks, water jackets, pump and gear hous-
ings, etc. If the weld must be made across a machined
surface that need not be refinished to a close tolerance,
the face of the weld may be ground flush with an abrasive
wheel.
As cast iron is very brittle, care must be taken to control
expansion and contraction, and thus avoid cracking of the
weld or the casting_ Because of low tensile strength and
lock of ductility it cannot bend, stretch or distort itseff to
conform to the contraction of the weld metal In some cases
it may be necessary to pre-heat the entire casting before
welding_ However, as most cast iron welding jobs can be
done without pre-heatlng, this method will be considered
first.
The part must be free of rust, grease, paint or dirt; cleaned
by wire brushing, grinding or washing with solvent. The
crack should be beveled for penetration. If the parts are
broken apart completely,they may be ground on an abrasive
wheel to a single or double bevel, depending upon the
thickness of parts and whether or not the ioint can be
welded from both sides. Do not bevel to a sharp edge along
the entire crack Instead, allow approximately 1/16-inch
1-14
 Loading...
Loading...