12
Regrinding the drill bit
The rate of bit wear depends on the rock formation, and is highest
in rocks with a high quartz content. A suitable grinding interval
should be determined according to the rate of bit wear. It is more
economical to regrind too early rather than to suffer poor penetra-
tion rates and risk damaging the drill bit through overdrilling. A
few hints about the care of drill bits:
• Before grinding, always check the flushing holes of the drill
bit for traces of explosive. Contact with the grinding wheel
can cause the explosive to explode causing serious or fatal
injury as well as damage to the equipment.
To clean the flushing hole, use only a wooden rod, copper
wire or flushing water.
DANGER
• Always wear ear protectors, protective clothing, gloves and
goggles when grinding.
• Use a dust extraction system or an approved dust mask.
This is of special importance when dry grinding indoors.
CAUTION
• Always use water flushing when grinding wheels.
• Use water if possible also with grinding cups and hand-held
grinders.
IMPORTANT
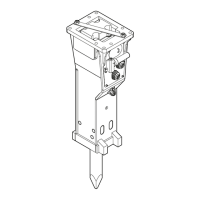
When to regrind
Button bits should be re ground
when the pene tration rate
drops, or if any of the cemented
carbide buttons are damaged
(fractured buttons should be
ground flat). It is both practical
and economical to redress the
buttons when the wear flat
reaches about ½ of the diameter of the button.
Note: This is a general recommendation.
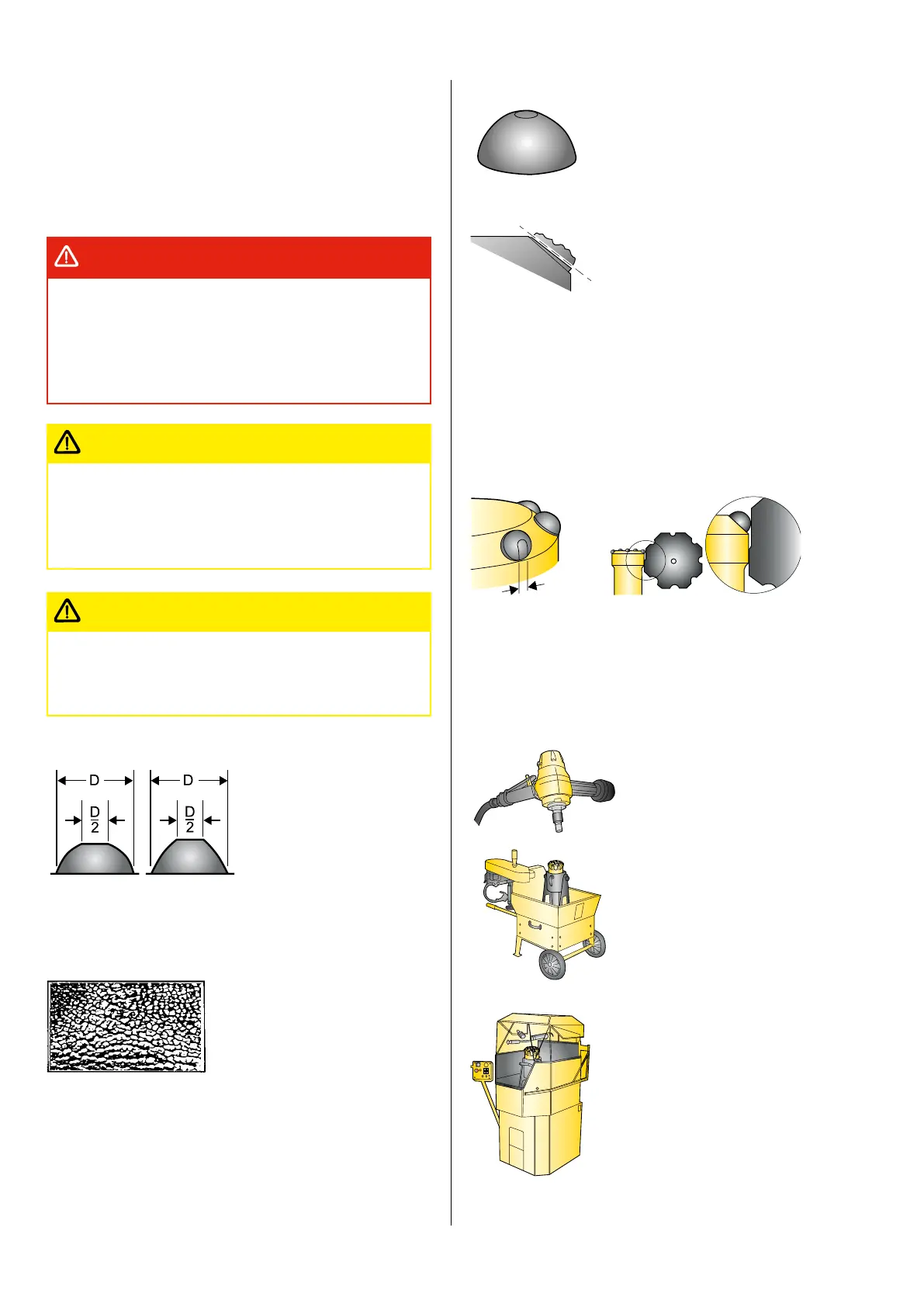
Look out for “snake skin”
If microscopic fatigue cracks –
so-called “snake skin” – begin to
appear on the cemented carbide
buttons, they must be ground away.
In any event, bits should be reground
after 300 metres of drilling at the
most. This should be done even if
there are no visible signs of wear and the penetration rate
continues to be good. If snakeskin is not removed, the cracks will
deepen and ultimately result in button fracture.
Do not grind away too much cemented carbide
Do not grind too much on the top of the
buttons. Let a few millimetres of the wear flat
remain on top of the button.
Always grind broken buttons flat
A drill bit can remain in service as long as
the gauge buttons maintain the diameter of
the bit. Fractured buttons must always be
ground flat to prevent chips of cemented
carbide from damaging the other buttons.
Avoid grinding the perimeter
Gauge-button anti-taper has to be removed by grinding, although
excessive reduction of the bit diameter should be avoided. Leave
about 2 mm of the wear flat.
If necessary, remove some of the bit-body steel below the gauge
buttons, so that a clearance (taper) of 0,5 mm is maintained.
If the flushing holes start to deform, open them up with the aid of a
rotary burr or steel file.
2 mm
Min
0,5
Grinding equipment
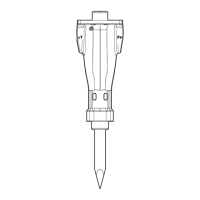
The Grind Matic HG is a portable,
hand-held, air-powered grinding
machine for button bits, ideal for use at
the worksite. It is used with diamond-
impregnated grinding cups, which can
be used with or without water flushing.
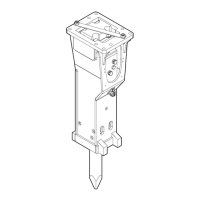
The Grind Matic Manual B-DTH is a
mechan ized air-powered grinding
machine for button bits. It is mounted in
a steel box-barrow, which can be
wheeled easily around the worksite. The
Grind Matic Manual B-DTH uses
diamond-impregnated grinding wheels.
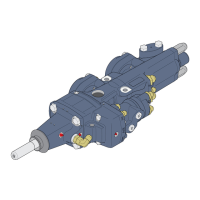
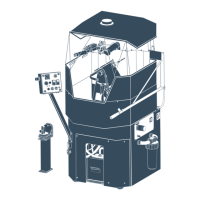
For “permanent” grinding stations, a
mechanized stationary grinding
ma chine is available, the Grind Matic
BQ3-DTH. It is equipped with automatic
feeding devices and grinds both the
cemented-carbide buttons and the
bit-body steel in one operation. The
machine uses diamond-impregnated
grinding wheels.
Further information about grinding equipment can be found in the
respective product leaflets.
 Loading...
Loading...