Operation
230 809480 Instruction Manual XPR300
How to select consumables
The XPR cutting system uses the same consumable parts for perpendicular-position (90° angle)
and bevel-cutting processes. This eliminates the need to change consumables when you switch
from a perpendicular-position process to bevel cutting or from bevel cutting to a
perpendicular-position process. This also eliminates the need to inventory two different sets of
consumables (perpendicular and bevel).
For guidance on how to select consumables (including part numbers) by process type and metal
and how to install the consumables, see the following:
XPR Cut Charts Instruction Manual (809830)
Install the consumables on page 133
Factors of cut quality
Dross
Dross is more likely to occur on a hot workpiece. The first cut in a series often produces the
least dross. You can expect more dross with more cuts.
Changes in shield flow can dramatically influence dross formation on non-ferrous metals.
* Worn or damaged consumables can produce intermittent dross.
How to get the results you want
This section of the manual gives general recommendations for how to get the best results for many
processes.
For instructions on how to troubleshoot specific performance problems,
refer to Diagnostics and Troubleshooting on page 259.
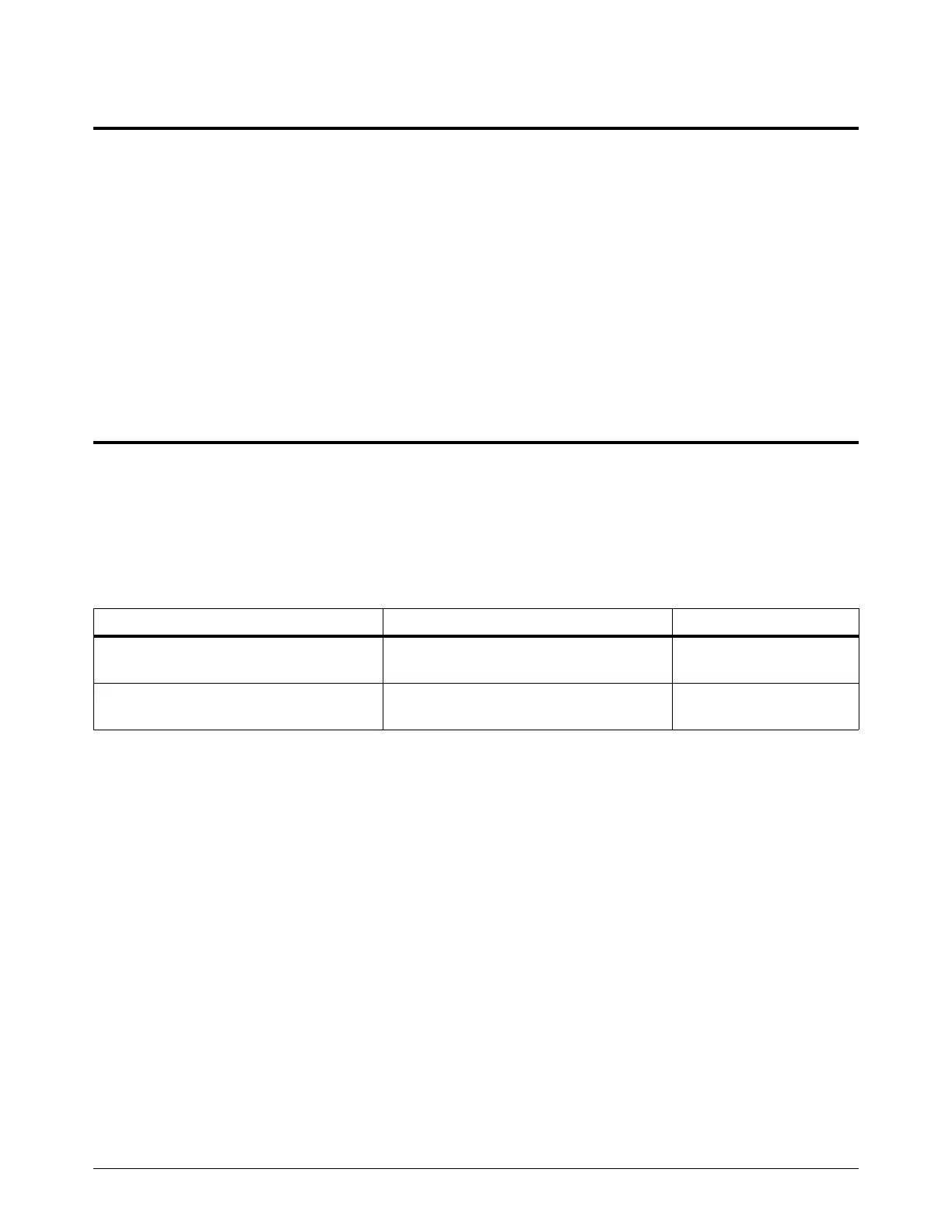
Problem Cause* Solution
On mild steel, low-speed dross is heavier,
but easy to remove.
The plasma arc can move ahead of the
torch when the torch speed is too slow.
Increase the torch speed.
On mild steel, high-speed dross is finer,
but difficult to remove.
The plasma arc can lag behind the torch
when the torch speed is too fast.
Decrease the torch speed.

 Loading...
Loading...












