10
PM-727MV v6 2020-10
Copyright © 2020 Quality Machine Tools, LLC
MOVING THE TABLE
Left-right movement of the table is usually said to be
on the X-axis (a.k.a. “longitudinal travel” or “traversing”).
Front-back movement is on the Y-axis, sometimes called
“cross travel”.
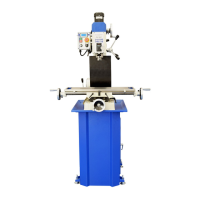
Each axis has a leadscrew with handwheel and gradu-
ated dial with 0.001” divisions, 0.1” per revolution, Fig-
ure 3-3. If the mill is not equipped with digital readouts
(DROs), the table can be accurately positioned by count-
ing whole turns and divisions, keeping leadscrew back-
lash in mind. This means that table motion must always
be in the same direction up to the point of reference,
then on to the desired location, see “Spindle Positioning
by Counting Divisions” later in this section.
Replace the drawbar cap to
protect bearings and spline
Figure 3-3 Y-axis handwheel, X-axis clamp levers
Figure 3-4 Y-axis clamp levers
QUILL DOWNFEED
The quill is controlled in two dierent ways, coarse and
ne.
In the drilling mode, coarse feed, the mill functions like a
standard drill press – pull the upper lever toward you to
lower the quill. For milling operations the 3-lever hub is
disengaged, and the quill is controlled by the ne down-
feed handwheel. The quill is locked by a lever on the left
of the headstock, Figure 3-1.
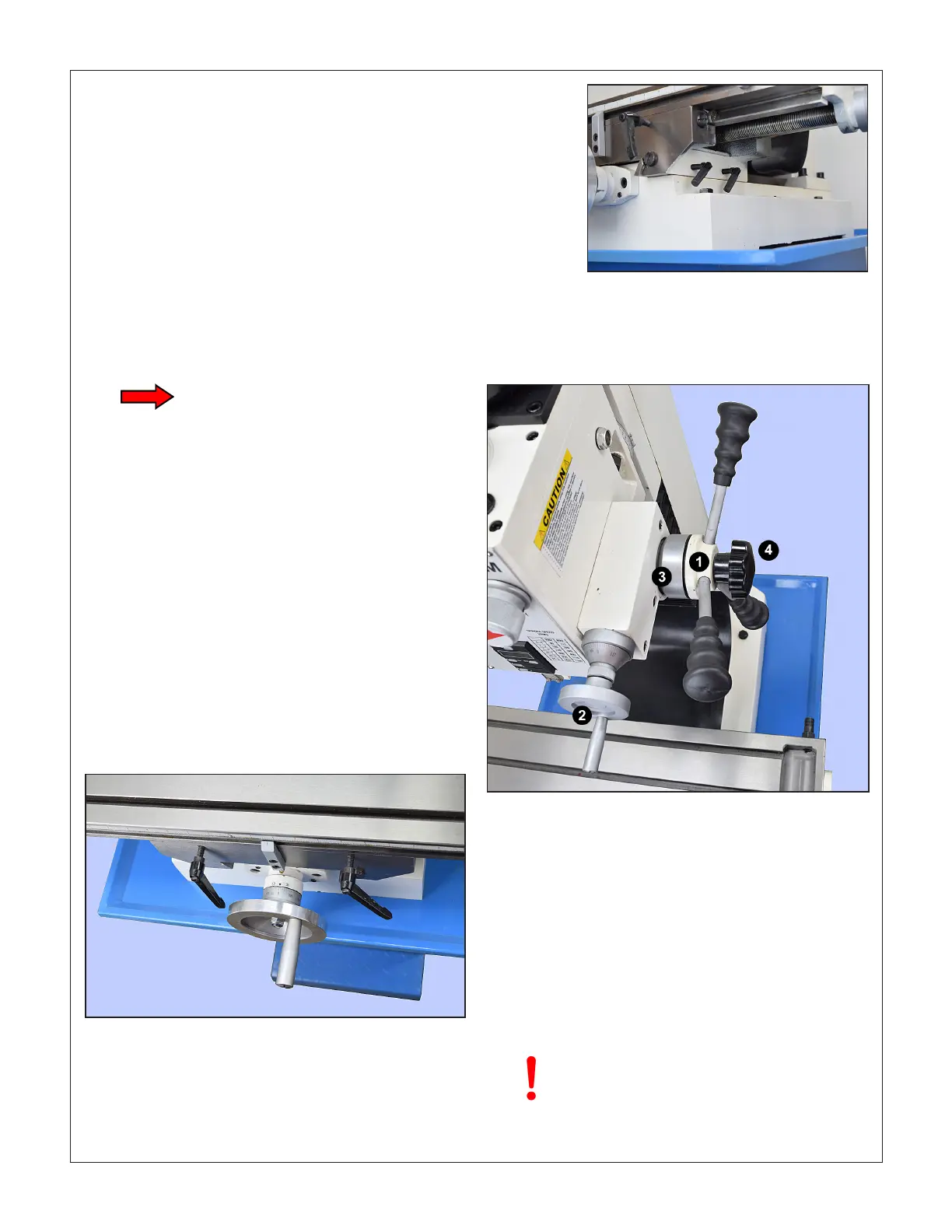
Figure 3-5 Quill downfeed controls
The quill pinion is driven by the lever hub (1). The ne con-
trol handwheel (2) is connected by a worm gear to sleeve (3),
which is free to rotate — doing nothing to the quill — if it is not
meshed with the lever hub. Do this by tightening knob (4).
Always lock the quill when milling
splined spindle. Fully tighten the drawbar.
To remove: Protect the table under the spindle with
rags or scrap wood. Loosen the drawbar one half turn
or less — holding the spindle with a wrench if necessary
— then tap the top of the drawbar with a brass or dead-
blow hammer to unseat the taper. Unscrew the drawbar
with one hand while supporting the R-8 device with the
other hand.
Why support the R-8 item? Because the table, vises
and workpiece can be damaged by falling tools and drill
chucks. The cutting tool itself can also be damaged in
the same way.
 Loading...
Loading...