Valve Seats and Valve, Grinding
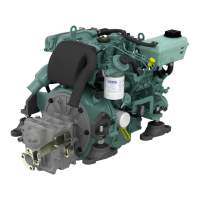
1 Check valve
stem wear. Measure the diameter with
a micrometer at points I, II and III.
Diameter, min. inlet: 6.89 mm (0.271")
Diameter, min. exhaust: 6.84 mm (0.269")
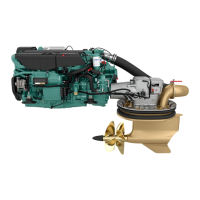
2 Grind the valves in a valve grinding machine.
Grind the sealing surface as little as possible, but
just enough to “clean” it up. If the valve disc edge
(A) after grinding is less than 0.5 mm (0.020"),
scrap the valve. Equally, any valve with a bent valve
stem must be scrapped.
3 Check valve guide wear (please refer to Valve
Guides, Inspection page 73) before the valve seats
are machined.
4 Mill the valve guides. When machined, only remove
enough material to give the valve seat the correct
shape and a good mating surface.
NOTICE! Do not grind so much that the valve depth
exceeds the permissible value. Please refer to
Valve Seat, Change page 75.
Mill new seats down so far that the distance
between the cylinder head plane and the valve disc
surface (B) is between 0.65-0.95 mm (0.026–
0.037") for the inlet and 0.85-1.15 mm (0.020–
0.045") for the exhaust.
The mating face (C) must be 45 degrees and the
contact surface (D) must be 1.70-2.10 mm (0.067–
0.083").
5 Grind the valves in with grinding paste, and check
contact with marker dye.
21-4 Valve Mechanism
74 47701798 05-2013 © AB VOLVO PENTA

 Loading...
Loading...