l-06
Basic Engine
I-06
Maximum
PSI
I
Minimum
PSI
~~~ T
Maximum
PSI
134
101
174
131
136
102
176
132
138
104 178 133
140
105 180 135
142
107
182
136
144
108
184 138
146 110
186 140
148 111
188
141
150 113
190
142
152 114
192 144
154
115
194 145
156
117
196
147
158 118 198 148
160 120
200 150
162
121
202 151
164 123 204 153
166
124
206
154
168 126 208 156
170
127
210
157
172 129 212 158
Minimum
PSI
I
Maximum
PSI
214
216
218
220
222
224
226
228
230
232
234
236
238
240
242
244
246
248
250
Minimum
PSI
160
162
163
165
166
168
169
171
172
174
175
177
178
180
181
183
184
186
187
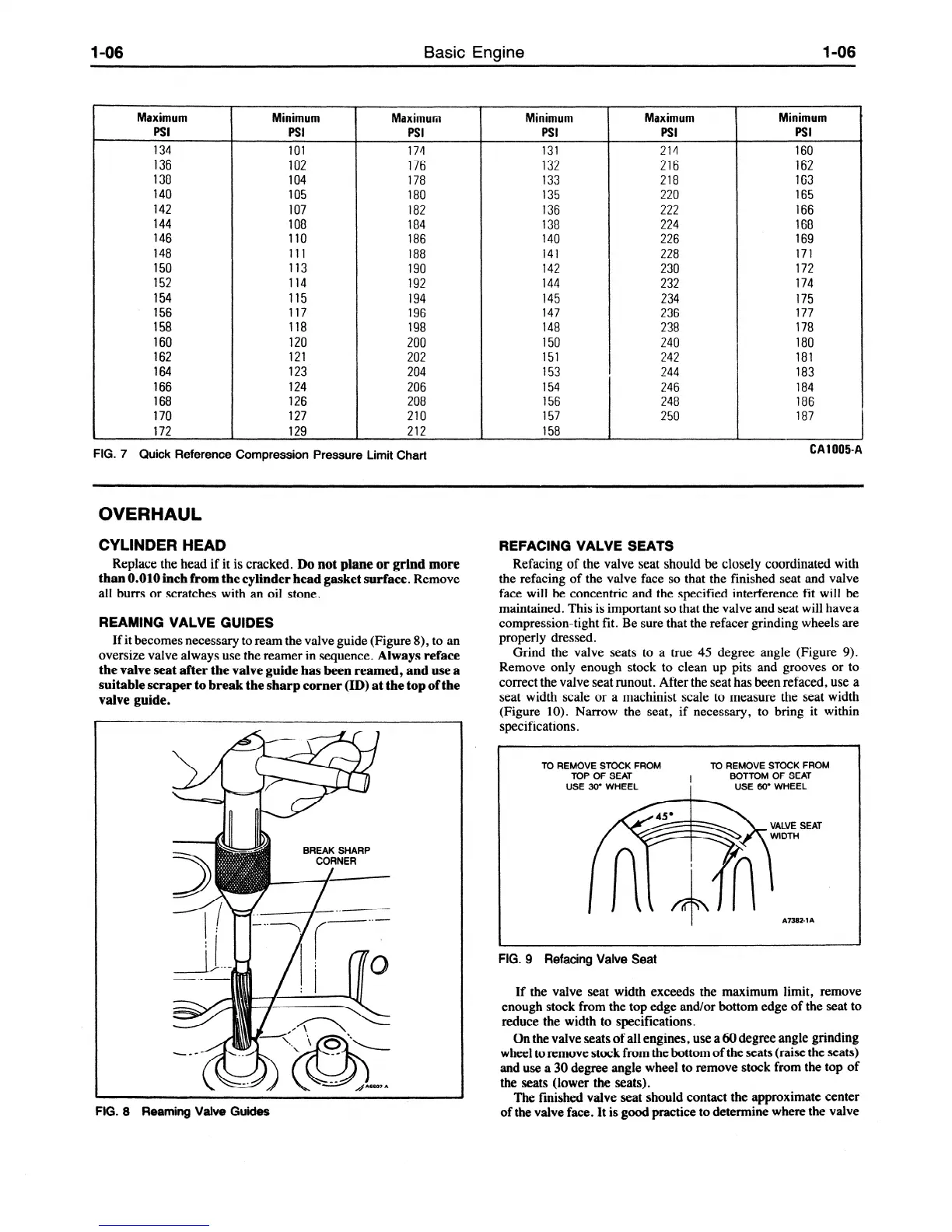
FIG.
7
Quick Reference Compression Pressure Limit Chart
CA1
005-A
OVERHAUL
CYLINDER HEAD
Replace the head if it is cracked.
Do not plane or grind more
than 0.010 inch from the cylinder head gasket surface.
Remove
all burrs or scratches with an oil stone.
REAMING VALVE GUIDES
If it becomes necessary to ream the valve guide (Figure 8)) to an
oversize valve always use the reamer in sequence.
Always reface
the valve seat after the valve guide has been reamed, and use a
suitable scraper to break the sharp corner (ID) at the top of the
valve guide.
BREAKSHARP
FIG. 8
Reaming Valve Guides
REFACING VALVE SEATS
Refacing of the valve seat should be closely coordinated with
the refacing of the valve face so that the finished seat and valve
face will be concentric and the specified interference fit will be
maintained. This is important so that the valve and seat will have a
compression-tight fit. Be sure that the refacer grinding wheels are
properly dressed.
Grind the valve seats to a true 45 degree angle (Figure 9).
Remove only enough stock to clean up pits and grooves or to
correct the valve seat runout. After the seat has been refaced, use a
seat width scale or a machinist scale to measure the seat width
(Figure 10). Narrow the seat, if necessary, to bring it within
snecifications.
TO REMOVE STOCK FROM TO REMOVE STOCK FROM
TOP OF SEAT
I
BOTTOM OF SEAT
USE 30” WHEEL
I
USE 60” WHEEL
A7382-1 A
FIG. 9 Refacing
Valve
Seat
If the valve seat width exceeds the maximum limit, remove
enough stock from the top edge and/or bottom edge of the seat to
reduce the width to specifications.
On the
valve seats
of all
engines,
use a 60 degree angle grinding
wheel
to remove stock from the
bottom of the seats (raise the seats)
and use a 30 degree angle
wheel
to remove stock from the top of
the seats (lower
the seats).
The finished valve seat should
contact the approximate center
of the valve face. It is good practice to determine where the valve
 Loading...
Loading...