OPERATION
4-13
Operator Manual
CUT CHART - 35A CONSUMABLES
Use 35 amp consumables on thin material to obtain maximum consumable life, a narrow kerf width and
to minimize the heat-affected zone. The following recommended settings are for mechanized cutting.
Torch-to-work distance is 1/16 inch (1.6 mm) for all cuts.
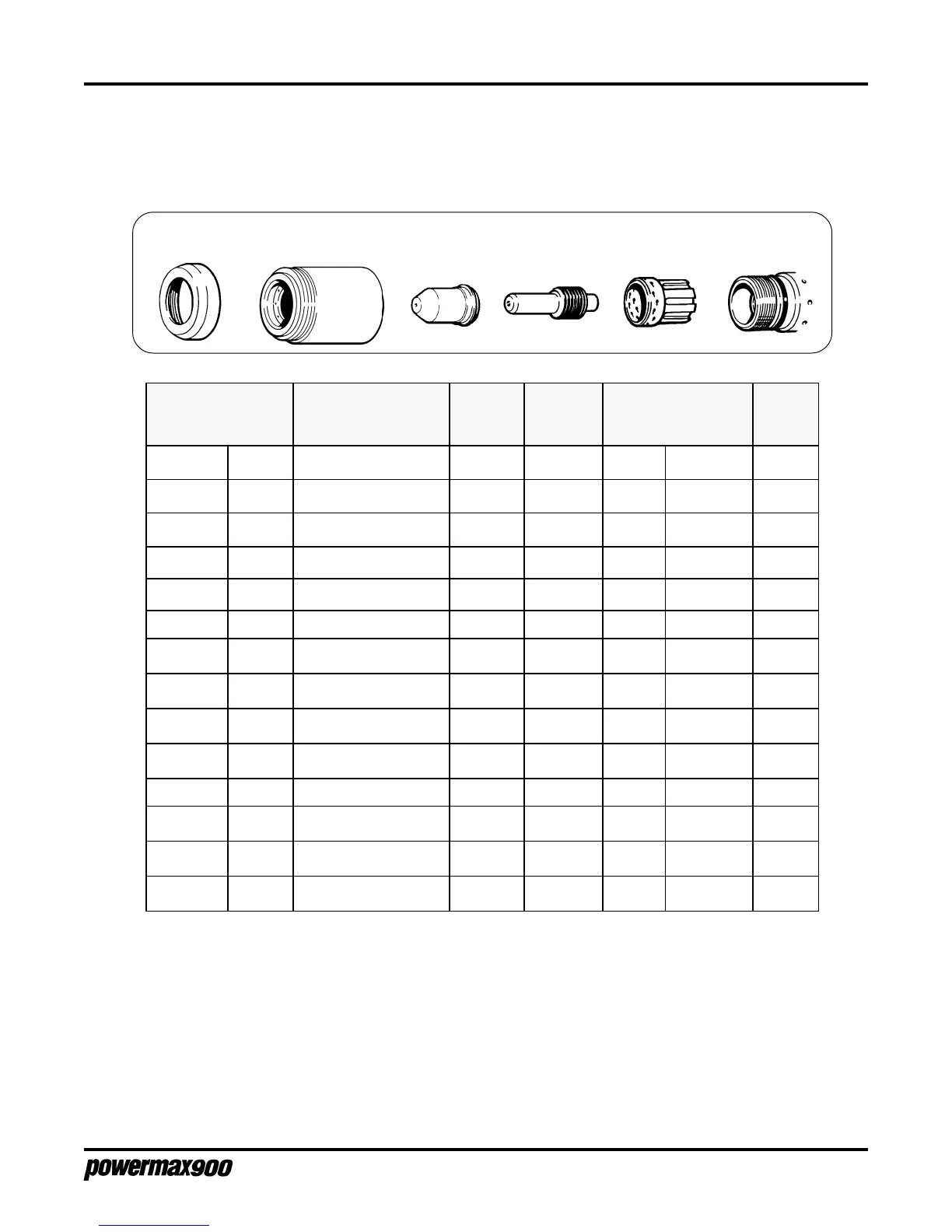
Deflector
120303
Retaining Cap
120600
Electrode
120574
PAC125
Torch
Nozzle
120606
* Recommended travel speeds are 10–20% slower than maximum. These slower speeds will produce optimum
cut quality.
Cut Chart Notes:
The Cut Charts on these pages are optimized to provide the best cut angle, least dross and best cut
surface finish. Remember that cut charts are intended to provide a good starting point for each
different cutting assignment. Every cutting system requires "fine-tuning" for each cutting
application to the materials on site in order to obtain optimum cut quality.
Swirl Ring
120576
ssenkcihTlairetaM
)mm().niro.ag(
lairetaM
crA
tnerruCtnerruC
tnerruC
tnerruCtnerruC
)A()A(
)A(
)A()A(
crA
egatloVegatloV
egatloV
egatloVegatloV
)V()V(
)V(
)V()V(
dednemmoceR
*deepSlevarT*deepSlevarT
*deepSlevarT
*deepSlevarT*deepSlevarT
)nim/mm()mpi(
ecreiP
yaleDyaleD
yaleD
yaleDyaleD
)S()S(
)S(
)S()S(
.ag625.0leetSdezinavlaG/dliM2270109405421a/n
.ag028.0leetSdezinavlaG/dliM220210520536a/n
.ag816.1leetSdezinavlaG/dliM220210910384a/n
.ag410.2leetSdliM537110220955a/n
.ag014.3leetSdliM5302101109725.0
.ag625.0leetSsselniatS2201103402901a/n
.ag028.0leetSsselniatS229110410653a/n
"61/15.1leetSsselniatS538110420016a/n
"8/12.3leetSsselniatS530215700915.0
"23/18.0munimulA2260105403411a/n
"61/15.1munimulA5341103402901a/n
"8/12.3munimulA5351156109145.0

 Loading...
Loading...












