PLC Subroutines Manual
6FC5397-0FP40-0BA0, 08/2013
57
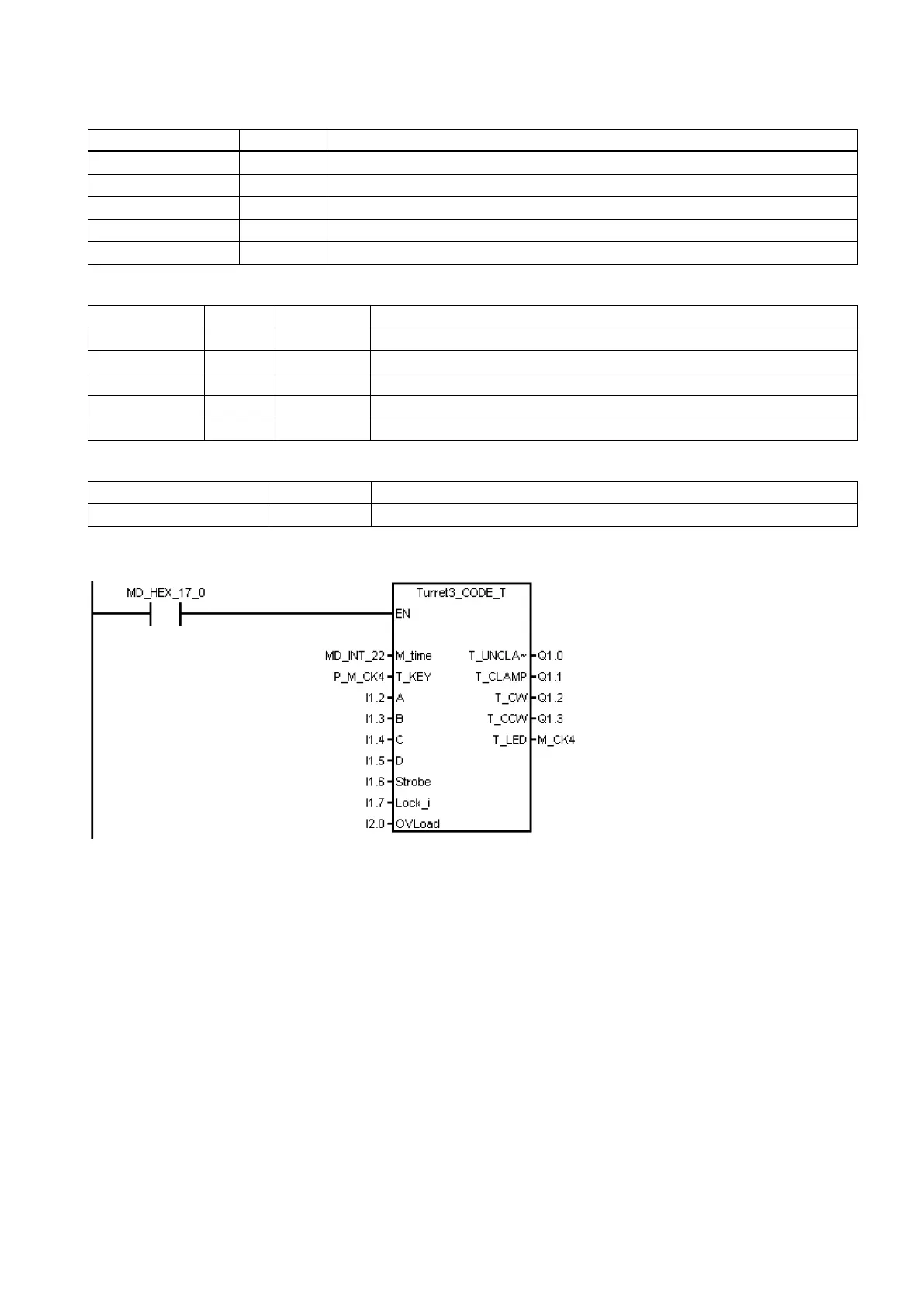
Table 3-31 Outputs
T_UNCLAMP BOOL Turret release
T_CLAMP BOOL Turret clamping
T_CW BOOL Turret CW rotation
T_CCW BOOL Turret CCW rotation
T_LED BOOL Status display during the tool change
Assigned global variables
Tpos_C BOOL M156.4 Tool searching finished
T_cwm BOOL M235.6 Mark for turret CW rotation
T_ccwm BOOL M235.7 Mark for turret CCW rotation
TK_act BOOL M236.4 Mark for manual tool change
Tc_ne_0 BOOL M237.0 Current tool number is not 0
T_dir BOOL M237.1 Direction for searching for an adjacent tool
Relevant PLC machine data
14510 [22] 0.1 s Monitoring time for searching for a tool
Example for calling subroutine 53
Subroutine 54 - Turret2_3_ToolDir (tool change direction)
Purpose
Subroutine 54 is used to find out the direction of searching for an adjacent tool and the pre-indexing position (this is, the
previous position of the desired tool in the direction of an adjacent tool). To find out the direction, you need to know the max.
tool number of the turret and the programmed tool number.
You can use this subroutine to control the turret to search for an adjacent tool on a turning machine or a machine centre.
The turret tool position ranges from 2 to 64.
For example:

 Loading...
Loading...



