8
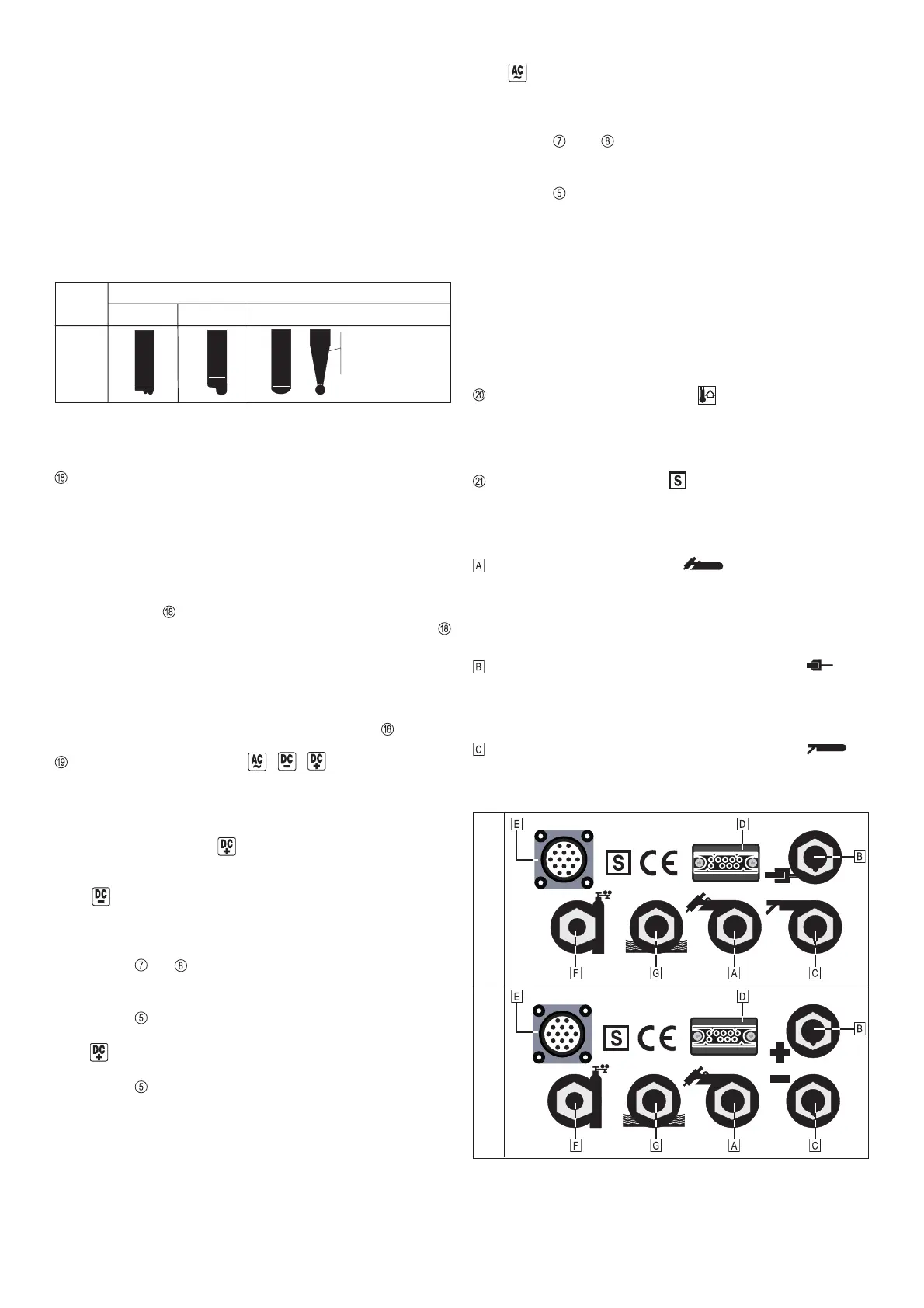
Abb.8 Ausführung mit Brenner-Zentralanschluß GWZ: Anschlüsse an der
Geräte-Frontseite
TRANSTIG MAGIC WAVE
3. : Wechselstrom ð WIG-Schweißen von Aluminium und
deren Legierungen, Alu-Bronze etc.
a) Betriebsart WIG
- Wechselstrom liegt an der Wolframelektrode
- Led oder leuchtet
b) Betriebsart E-Handschweißen
- Wechselstrom liegt an der Stabelektrode
- Led
leuchtet
Folgende Parameter sind vorgegeben:
- Gasvorströmzeit.................................... 0,4 Sek.
- Suchlichtbogen Betriebsart DC......... 36% des I
H
Betriebsart AC......... 50% des I
H
- Up-Slope............................................... 1,0 Sek.
- Gasnachströmzeit stromabhängig........ 5-15 Sek.
- Frequenz............................................... 60 Hz
Sie können diese Parameter jedoch im Progammenü abändern.
ÜBERTEMPERATUR-ANZEIGE leuchtet,
- wenn das Gerät überlastet oder
- die Temperatur am Primär- oder am Sekundärkühlkörper
erreicht wurde (siehe Abb.1)
LED-ANZEIGE S-ZEICHEN
- leuchtet wenn die Überwachungsfunktion aktiv ist
- LED-Anzeige signalisiert, daß die im Schweißstromkreis
auftretende Wechselspannung von 48V nicht übersteigt
WIG-BRENNERANSCHLUSS
- zum Anschluß der Gas-Strom-Versorgung des Schweiß-
brenners bei gasgekühlten Anlagen
- zum Anschluß der Wasser-Strom-Versorgung des Schweiß-
brenners bei wassergekühlten Anlagen
STROMBUCHSE MIT BAJONETTVERSCHLUSS
- als Massekabelanschluß bei der WIG-Schweißung
- zum Anschluß des Handelektroden -bzw. des Massekabels
bei der Elektrodenhandschweißung je nach Elektrodentype
STROMBUCHSE MIT BAJONETTVERSCHLUSS
- zum Anschluß des Handelektroden - bzw. des Massekabels
bei der Elektrodenhandschweißung je nach Elektrodentype
Strom-
art
Strombelastung
zu niedrig zu hoch
a) b) c)
AC
~
richtig
günstig für
Wurzellagen und
dünne Werkstücke
Abb.7 Kalottenformen unterschiedlich belasteter Wolframelektroden im AC-
Bereich
Einstellbeispiel:
a) Balanceregler in Position "0"
Einstellung neutral
b) Balanceregler in Position "+5"
positive Halbwelle länger als die negative Halbwelle,
lange Reinigungsphase, geringere Einbrandtiefe
Mehrbelastung der Wolframelektrode - Kalotte zu groß
(Abb.7b)
c) Balanceregler in Position "-5"
negative Halbwelle länger als die positive Halbwelle,
lange Einbrandphase, geringer Reinigungseffekt
Unterbelastung der Wolframelektrode - keine Kalotte (Abb.7a)
EINSTELLREGLER für WOLFRAMELEKTRODEN-
DURCHMESSER von 0 - 4,0mm
a) AC-Betrieb: (nur MW 2600 / 2600CEL / 3000)
- automatische Kalottenbildung an der Wolframelektrode;
Brennertasterwippe vor Schweißbeginn kurz vordrücken,
Schweißvorgang einleiten; ausgehend von einer spitzen
oder stumpfen Wolframelektrode wird eine Kugel gebildet
(am Regler voreingestellter Wert)
- Brennertasterwippe nicht nach vor drücken - mit Regler
können Sie den Zündstrom für den jeweiligen Wolfram-
Elektrodendurchmesser einstellen
b) DC-Betrieb:
- Einstellen des Zündstromes für den jeweiligen Wolfram-
elektrodendurchmesser
Bei Betriebsart Elektrode ist der Einstellregler inaktiv.
STROMART-WAHLTASTE / /
(nur MW 2600 / 2600CEL / 3000)
zur Vorwahl der gewünschten Stromart, sowie zum Umschal-
ten der Polarität bei der WIG-, als auch bei der Stabelektroden-
Handschweißung.
Bei Betriebsart WIG ist gesperrt.
Funktionsbeschreibung:
1.
: Gleichstrom ð WIG-Schweißen von un-, niedrig- und
hochlegierten Stählen, Sn- oder Cu-Bronzen, Kupfer usw.
a) Betriebsart WIG
- Minuspol liegt an der Wolframelektrode
- Led od. leuchtet
b) Betriebsart E-Handschweißen
- Minuspol liegt an der Stabelektrode
- Led
leuchtet
2.
: Gleichstrom ð Betriebsart E-Handschweißen
- Pluspol liegt an der Stabelektrode
- Led
leuchtet
 Loading...
Loading...







