17
Wichtig! Hochfrequenz schaltet bei AC~ und DC nach dem
Zündvorgang selbsttätig ab
b) Berührungslose
HF-Zündung
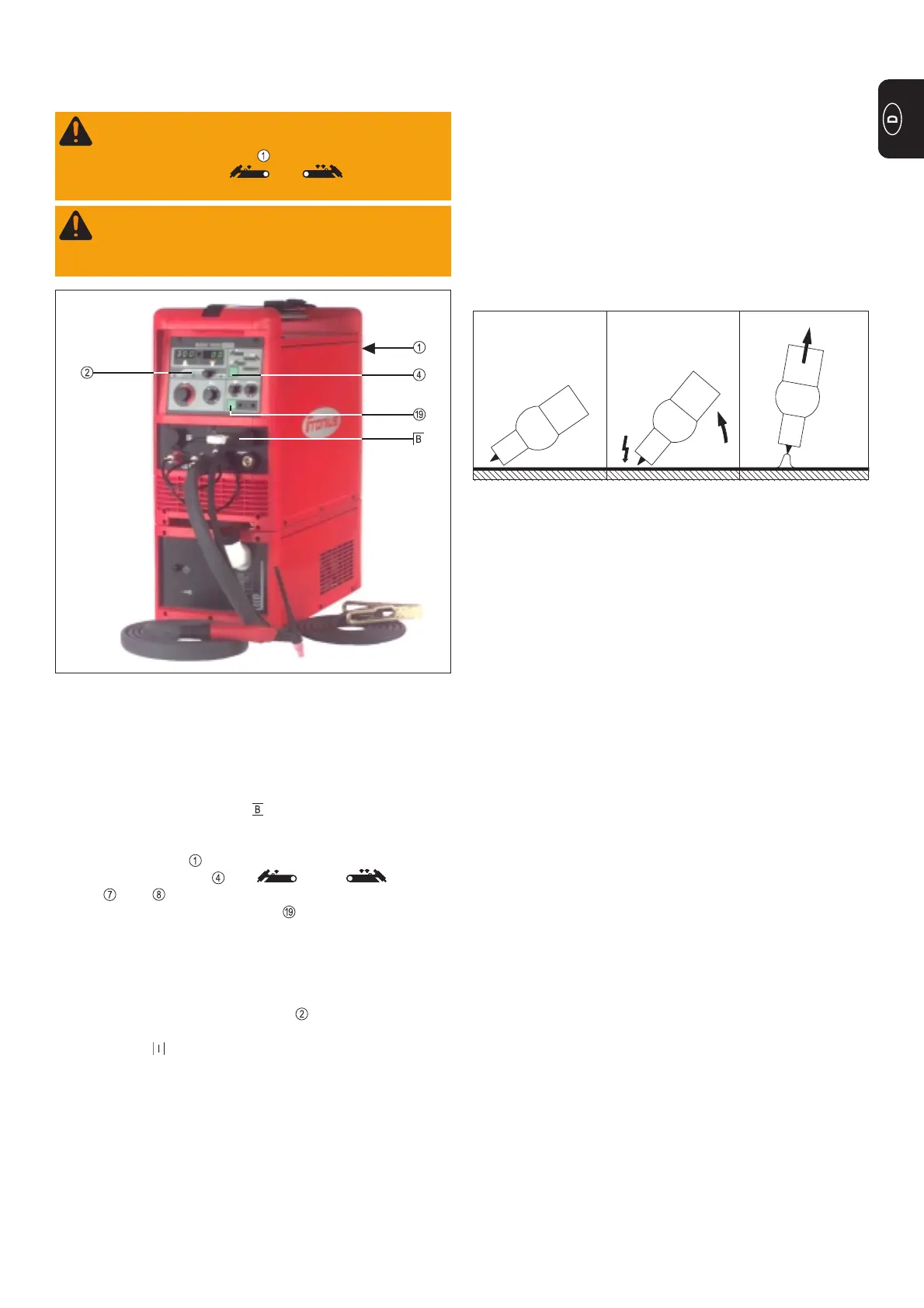
a) Gasdüse aufsetzen c) Lichtbogen gezündet
Abb.24 Zünden mit Hochfrequenz
Warnung! Das eingesteckte Elekroden-Handkabel ist bei
WIG-Schweißen spannungsführend wenn:
- der Netzhauptschalter eingeschaltet ist
- die Betriebsart auf oder geschaltet ist und
über die Brennertaste Schweißstart gegeben wird
Warnung! Achten Sie darauf, daß das nicht benützte
Elektroden-Handkabel abmontiert bzw. so isoliert am Ge-
rät befestigt ist, daß Mantelelektrode und Elektrodenhalter
keine elektrisch leitenden oder geerdeten Teile berühren.
Abb.23 MW 2600 / 2600 CEL / 3000 bzw. TT 2600 / 2600 CEL / 3000 als WIG-
Schweißanlage bestehend aus: Stromquelle mit Steuereinheit, Kühlgerät,
Handschweißbrenner AW 42, Massekabel, Gasflasche mit Druckminde-
rer (ohne Abb.)
INBETRIEBNAHME
- Schweißbrenner mit Wolframelektrode und Gasdüse bestük-
ken (siehe jeweilige Brenner-Bedienungsanleitung)
- Massekabel in Strombuchse
einstecken und verriegeln
- Gasschlauch an Anlage und Gasdruckminderer anschließen
- Netzstecker einstecken
- Netzhauptschalter
einschalten
- mit Funktionwahltaste
auf oder schalten,
LED
bzw. leuchtet
- Stromart mit Stromart-Wahltaste
vorwählen (nur bei MW
2600 / 2600 CEL / 3000)
- bei AC~ Betrieb: Balance und AC-Frequenz einstellen
(nur MW 2600 / 2600 CEL / 3000)
- falls nötig, Fernregler anschließen
- Wahl der Schweißparameter vornehmen (Sollwertanzeige des
Hauptstromes I
H
über Amperemeter )
- Gasflaschenventil durch Drehen nach links öffnen
- Gasprüftaste
auf der Geräterückseite drücken und gewünsch-
te Gasmenge einstellen
ZÜNDEN DES LICHTBOGENS
- bei abgeschaltetem Schweißstrom: Elektrode an Zündstelle
aufsetzen, Brenner zurückneigen bis Gasdüse mit Rand auf
Werkstück aufliegt und zwischen Elektrodenspitze und Werk-
stück 2 bis 3 mm Abstand bestehen (siehe Abb.24a)
- Schutzblende schließen
- Brennertaste betätigen
- Lichtbogen zündet ohne Werkstückberührung (siehe Abb.24b)
- Brenner in Normallage bringen (siehe Abb.24c)
Vorteil: keine Elektroden- und Werkstückverunreinigung
ZÜNDÜBERWACHUNG
Wird vom Schweißer nach erfolglosem Zünden oder Abreißen des
Lichtbogens der Steuerablauf (2-Takt/4-Takt) durch die Brenner-
taste nicht unterbrochen, kommt es durch ständiges Austreten des
Schutzgases zu ungewolltem Gasverlust. In diesem Fall unter-
bricht die Überwachungssteuerung den Steuerablauf nach ca. 5
Sekunden selbsttätig. Ein erneuter Zündvorgang muß abermals
über die Brennertaste eingeleitet werden.
WIG-SCHWEISSEN MIT
HOCHFREQUENZZÜNDUNG (HF)
 Loading...
Loading...







