14
Drücken des Fußpedals ð Schweißen "EIN"
Fußpedal entlastet ð Schweißen "AUS"
BETRIEBSART: Pulsstromreg. I
1
mit Fußregler TR 52mc
Besonders von Vorteil beim WIG-Handschweißen: um den
Puls-Schweißstrom während des Schweißvorganges verän-
dern zu können (z.B. variable Materialstärke).
- Anschlußbuchse
der Stromquelle mittels Fernreglerkabel
mit Buchse
des Pulsfernreglers elektrisch verbinden
- Pulsfernregler (Anschlußbuchse ) mit dem Fußfernregler
(Buchse
) verbinden
- Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben
- Anlage schaltet beim Anschließen des Fußfernreglers
TR 52mc auf 2-Taktbetrieb
- LED an der Stromquelle blinkt
- mit Funktionswahltaste
gewünschte Betriebsart einstel-
len
- dazugehörige LED-Anzeige
, oder leuchtet -
Betriebsart Elektrode - LED
- ist möglich
- Anzeige des Schweißstrommittelwertes am A-Display (kei-
ne Hold-Funktion)
- Zündvorgang durch leichtes Auftreten auf das Pedal ein-
leiten
- Suchlichtbogen, Pulsstromes I
1
und Endkraterstrom sind
auch mit dem Fußpedal steuerbar
- eingestellter Grundstrom I
2
am TR 50mc (Regler ) paßt
sich prozentuell dem Pulsstrom I
1
an.
- den Schweißstrom können Sie durch vollständiges Entla-
sten des Pedales abschalten, der Schweißvorgang ist unter-
brochen
- Gasnachströmzeit läuft ab
Abb.15 Funktionsablauf im Pulsbetrieb mit TR 52mc (2-Takt)
I
1
I
2
I
t
Zyklus-Start
Gasvorströmzeit
pulsierender
Stromanstieg
regelbar mit
Fußpedal
Gasnachströmzeit
Schweißende
Schweißen im Puls-
betrieb I
1
- I
2
Zünden des Licht-
bogens mit
Miinimalstrom
pulsierende Stromab-
senkung regelbar mit
dem Fußpedal
f
(Hz)
Loslassen der Brennertasterwippe
Drücken und Halten der Brennertasterwippe
Abb.14 Funktionsablauf im Pulsbetrieb mit TR 50mc (4-Takt)
I
S
I
1
I
2
I
t
Drücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
E
Zyklus-Start
Gasvorströmzeit
pulsierender
Stromanstieg
über Up-Slope
Gasnachströmzeit
Schweißende
Schweißen im Puls-
betrieb I1, I2 / f / Duty
Cycle
Zünden des Licht-
bogens mit Suchlicht-
bogenstrom I
S
Stromabsenkung mit
Puls über Down-Slope
Endkraterstrom
f
(Hz)
Endkraterstrom
Drücken des Fußpedals ð Schweißen "EIN"
Stromänderung über Fußpedal
Pedal entlastet ð Schweißen "AUS"
Fernregleranschluß
- Anschlußbuchse
der Stromquelle mittels Fernreglerkabel
mit Buchse des Fernreglers elektrisch verbinden (Steck-
verbindungen seitenrichtig einstecken und Überwurfmutter bis
zum Anschlag aufschrauben)
Funktionsbeschreibung
- Anlage schaltet beim Anschließen des Fußfernreglers TR52mc
automatisch auf 2-Taktbetrieb
- mit Funktionswahltaste
gewünschte Betriebsart wählen
- dazugehörige LED-Anzeige
, oder leuchtet -
Betriebsart Elektrode (LED ) möglich
- Anzeige des Schweißstrommittelwertes am A-Display
(keine Hold-Funktion)
- Gasvorströmzeit und Gasnachströmzeit direkt an der Strom-
quelle einstellen
- Zündvorgang durch leichtes Auftreten auf das Pedal einleiten
- Suchlichtbogen, Hauptstrom I
H
und Endkraterstrom sind mit
dem Fußpedal steuerbar
- Schweißstrom durch vollständiges Entlasten des Pedales ab-
schalten - der Schweißvorgang ist unterbrochen; die
Gasnachströmzeit läuft ab
Hauptstrombegrenzung
Stellen Sie intern die Maximalstrombegrenzung des Hauptstrom-
reglers I
H
ein. Der Schweißstrom überschreitet beim Durchtre-
ten des Pedales den vorgewählten Wert nicht. Es steht immer der
max. Pedalweg für den gewählten Strombereich zur Verfügung.
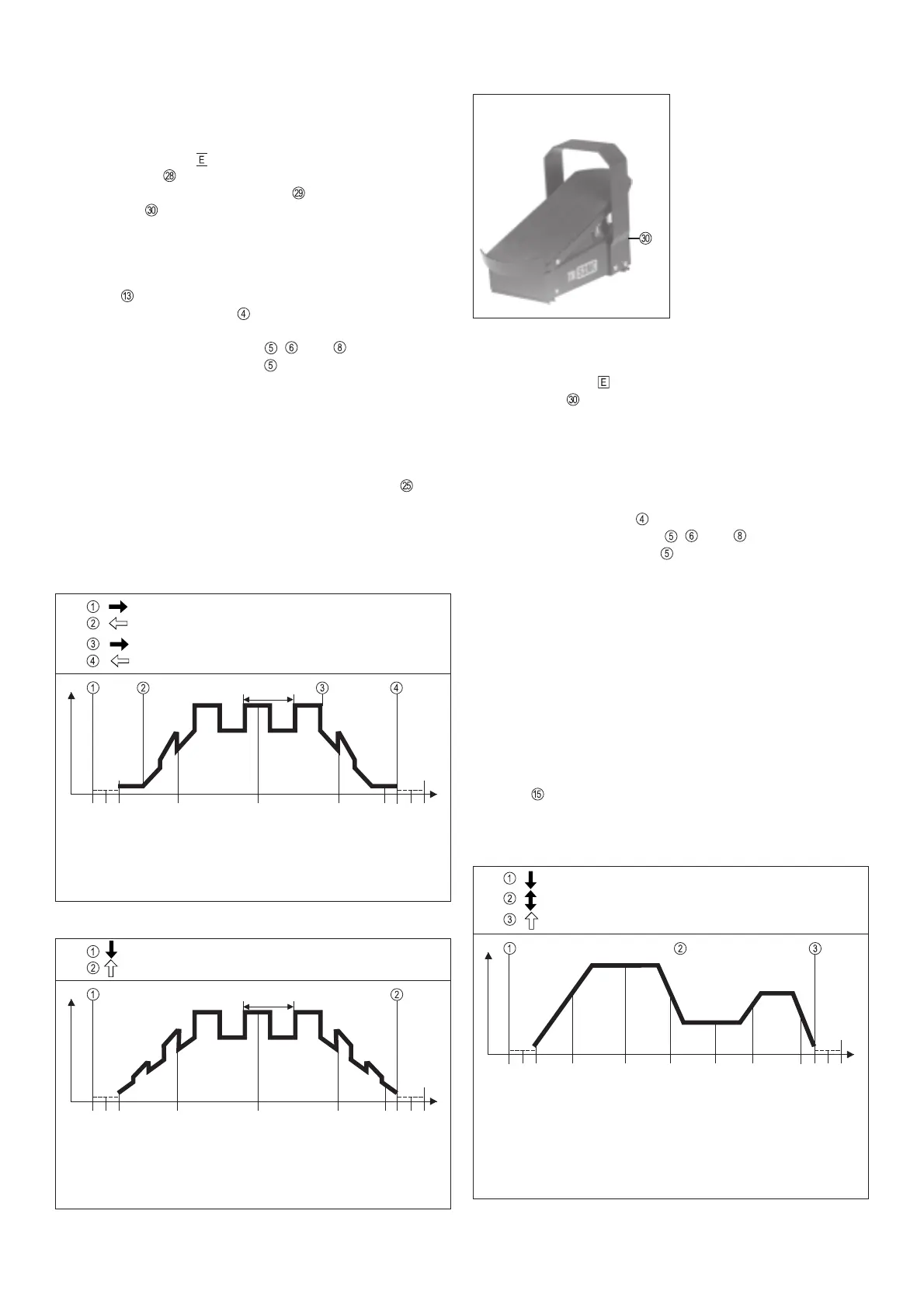
WIG-FUSSFERNREGLER TR 52MC
Oft müssen Sie, bedingt durch
komplizierte Werkstück-
formen, die Stromstärke wäh-
rend des Schweißens verän-
dern (z.B. Reparatur von
Werkzeugkanten, Ausbes-
sern von Schnittwerkzeugen
etc.).
Für solche Arbeiten ist der
Fußfernregler TR 52mc ge-
dacht.
Abb.16 Fußfernregler TR 52mc
Abb.17 Funktionsablauf mit Fußfernregler TR 52mc
I
H
I
t
Zyklus-Start
Gasvorströmzeit
Stromanstieg regelbar mit
Fußpedal
Gasnachströmzeit
Schweißende
Stromabsenkung regelbar
mit Fupedal
Zünden des Lichtbogens mit
Minimumstrom
Max. Schweißstrom
begrenzt durch
Hauptstromregler intern
verminderter
Schweißstrom
erneuter Stromanstieg
regelbar mit Fußpedal
Endkraterstrom
 Loading...
Loading...







