165HEIDENHAIN TNC 426 B, TNC 430
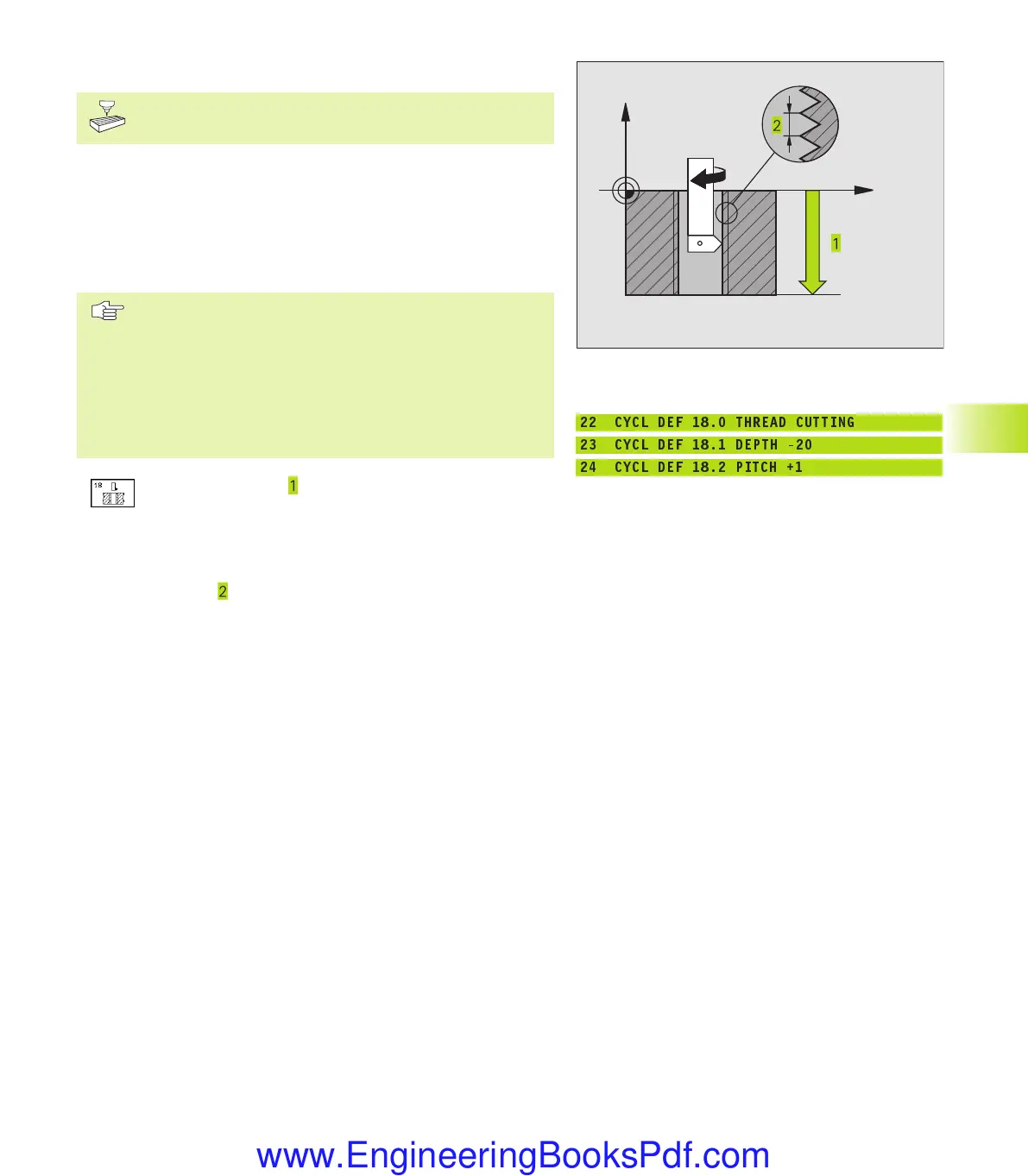
THREAD CUTTING (Cycle 18)
Machine and control must be specially prepared by the
machine tool builder to enable thread cutting.
Cycle 18 THREAD CUTTING is performed by means of spindle
control. The tool moves with the active spindle speed from its
current position to the entered depth. As soon as it reaches the end
of thread, spindle rotation is stopped. Tool approach and departure
must be programmed separately. The most convenient way to do
this is by using OEM cycles. The machine tool builder can give you
further information.
Before programming, note the following:
The TNC calculates the feed rate from the spindle speed.
If the spindle speed override is used during thread
cutting, the feed rate is automatically adjusted.
The feed-rate override knob is disabled.
The TNC automatically activates and deactivates spindle
rotation. Do not program M3 or M4 before cycle call.
ú
Total hole depth : Distance between current tool
position and end of thread.
The algebraic sign for the total hole depth determines
the working direction (a negative value means a
negative working direction in the tool axis)
ú
PITCH :
Pitch of the thread. The algebraic sign differentiates
between right-hand and left-hand threads:
+ = right-hand thread (M3 with negative depth)
– = left-hand thread (M4 with negative depth)
8.2 Drilling Cycles
X
Z
Example NC blocks:
22 CYCL DEF 18.0 THREAD CUTTING
23 CYCL DEF 18.1 DEPTH -20
24 CYCL DEF 18.2 PITCH +1
kkap8.pm6 30.06.2006, 07:03165
www.EngineeringBooksPdf.com
 Loading...
Loading...




