179HEIDENHAIN TNC 426 B, TNC 430
ú
Feed rate for plunging: Traversing speed of the tool
during penetration
ú
1st side length : Slot length; specify the sign to
determine the first milling direction
ú
2nd side length : Slot width
ú
Feed rate F: Traversing speed of the tool in the
working plane
SLOT with reciprocating plunge-cut (Cycle 210)
Before programming, note the following:
The algebraic sign for the depth parameter determines
the working direction.
The cutter diameter must not be larger than the slot
width and not smaller than a third of the slot width.
The cutter diameter must be smaller than half the slot
length. The TNC otherwise cannot execute this cycle.
Roughing process
1 At rapid traverse, the TNC positions the tool in the tool axis to the
2nd set-up clearance and subsequently to the center of the left
circle. From there, the TNC positions the tool to set-up clearance
above the workpiece surface.
2 The tool moves at the feed rate for milling to the workpiece
surface. From there, the cutter advances in the longitudinal
direction of the slot — plunge-cutting obliquely into the material
— until it reaches the center of the right circle.
3 The tool then moves back to the center of the left circle, again
with oblique plunge-cutting. This process is repeated until the
programmed milling depth is reached.
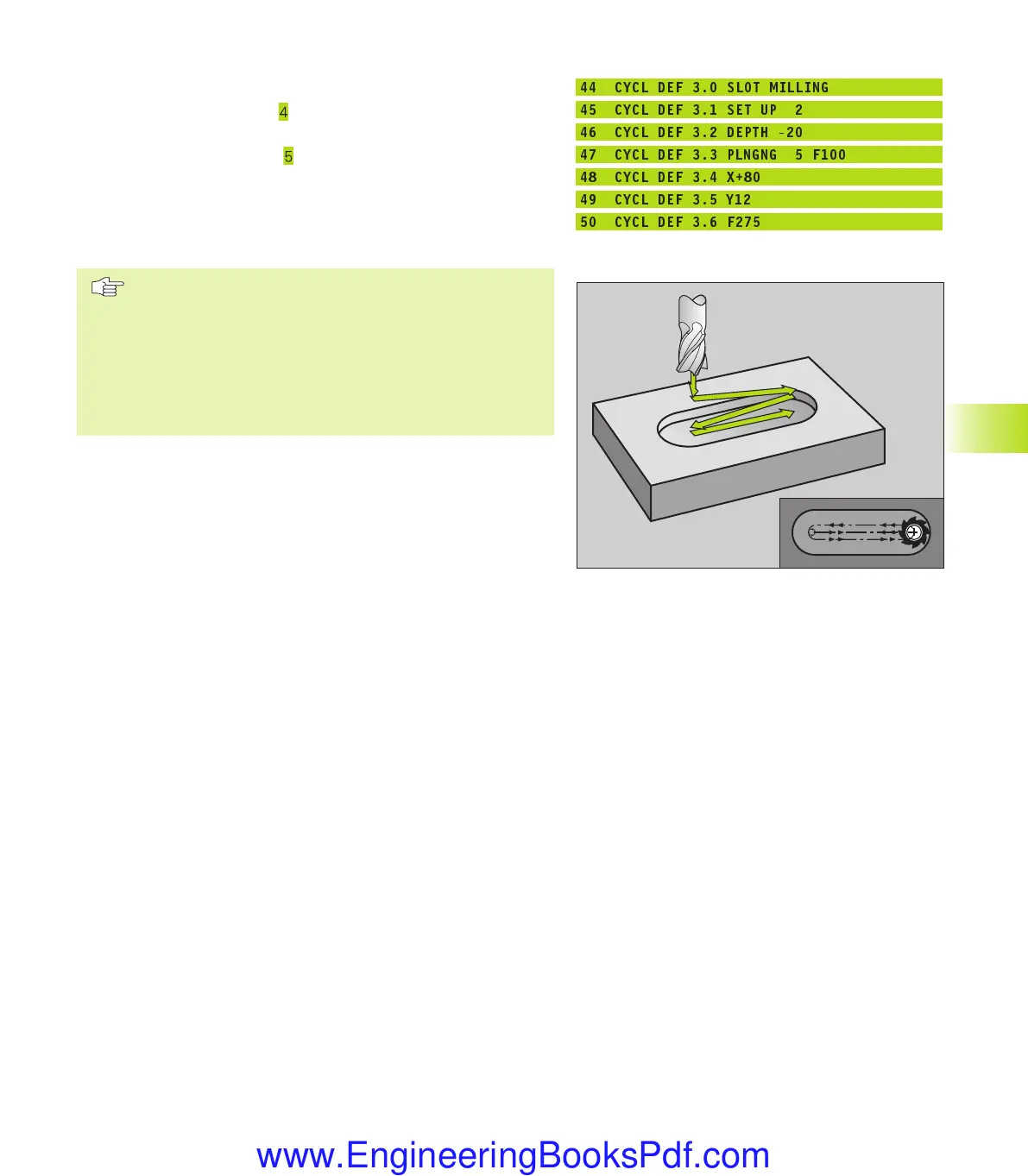
4 At the milling depth, the TNC moves the tool for the purpose of
face milling to the other end of the slot and then back to the
center of the slot.
Finishing process
5 The TNC advances the tool from the slot center tangentially to
the contour of the finished part. The tool subsequently climb
mills the contour (with M3).
6 When the tool reaches the end of the contour, it departs the
contour tangentially and returns to the center of the slot.
7 At the end of the cycle, the tool is retracted in rapid traverse
FMAX to set-up clearance and — if programmed — to the 2nd
set-up clearance.
8.3 Cycle for Milling Pockets, Studs and Slots
Example NC blocks:
44 CYCL DEF 3.0 SLOT MILLING
45 CYCL DEF 3.1 SET UP 2
46 CYCL DEF 3.2 DEPTH -20
47 CYCL DEF 3.3 PLNGNG 5 F100
48 CYCL DEF 3.4 X+80
49 CYCL DEF 3.5 Y12
50 CYCL DEF 3.6 F275
kkap8.pm6 30.06.2006, 07:03179
www.EngineeringBooksPdf.com
 Loading...
Loading...




