MAX200 Instruction Manual 4-33
14
OPERATION
PAC200T/PAC200E Hand Torch
Aluminum
100 amps
•
Air Plasma / Air Shield
This gas combination gives good cut speed, low dross levels and is very economical.
Piercing above 3/8 inch (10 mm) not recommended.
* If leads are greater than 50 feet, increase TEST pressure 5 psi for every extra 50 feet of torch lead length.
Plasma
Gas
Type
Plasma Gas
Pressure
TEST/RUN
Shield
Gas
Type
Shield
Gas
Pressure
Arc
Current
Setting
Arc
Voltage
Setting
Approx.
Motion
Delay Time
Plasma
Gas Inlet
Pressure
Shield
Gas Inlet
Pressure
(Inches) (mm) (psi) (psi) (Inches) (mm) (amps) (volts) (ipm) (mm/min) (sec) (psi) (psi)
1/8 3 Air 22-26* / 54-5
Air 60 5/64 2 100 135 110 2800 90 90
3/16 5 1/8 3 140 90 2290 0.5
1/4 6 1/8 3 145 70 1780 0.5
3/8 10 1/8 3 145 50 1270 0.5
1/2 12 1/8 3 150 40 1010
5/8 15 .157 4 155 30 760
3/4 20 3/16 5 160 25 635
Material
Thickness
Torch-to-work
Distance
Travel Speed
(37 SCFH) (270 SCFH)
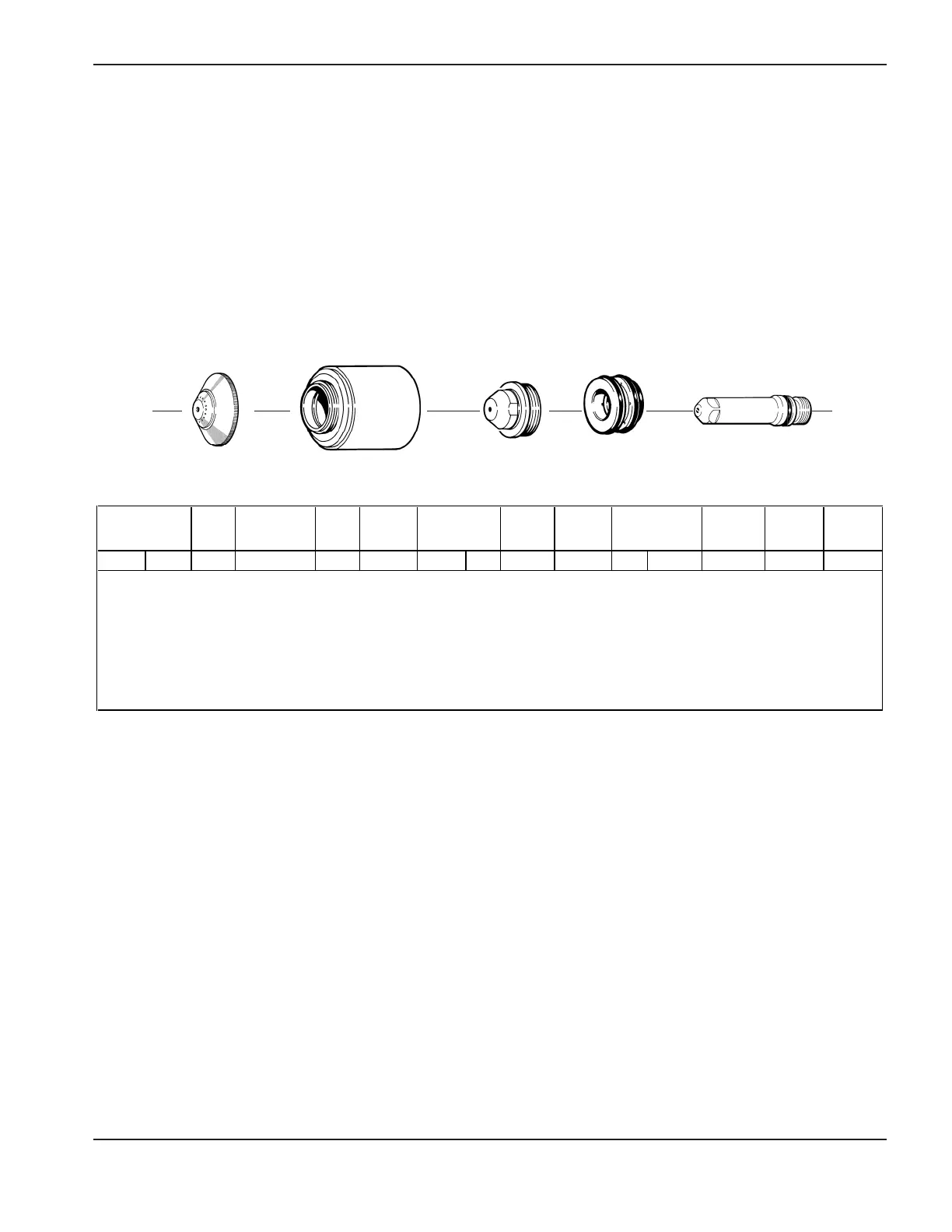
020919
Shield
020611
Nozzle
020915
Retaining cap
120547
Electrode
020607
Swirl ring

 Loading...
Loading...












