Version : 1.4
Date of issue : 03-07-14
Step 1:
Run the lift in Inspection mode and check the encoder pulse parameter F4-03 for pulse variation.
Pulse value should increase when the lift runs in UP direction and decrease when the lift runs in
Down direction
If pulse variation is reverse, then modify the parameter F2-10 (0↔2, 1↔3).
Make sure that the all required mechanical installation and field wiring are completed. Take the lift to
bottom terminal floor level using control panel Inspection in inspection speed.
Observe the X1~X24 input terminal LEDs for proper operation of Floor/Door zone(X1 LED) and
Up/Down terminal Limit and slowdown switches(X09,X10,X11 & X12 LEDs)
Locate the lift car in bottom most floor level, Down terminal Slowdown switch gets operated (X12
‘OFF’) and Floor level/Door Zone Switch (F5-01=003) gets operated (X1 ‘ON’)
Step 2: Set the following parameters
Enter the total number of
floor (no. of opening)
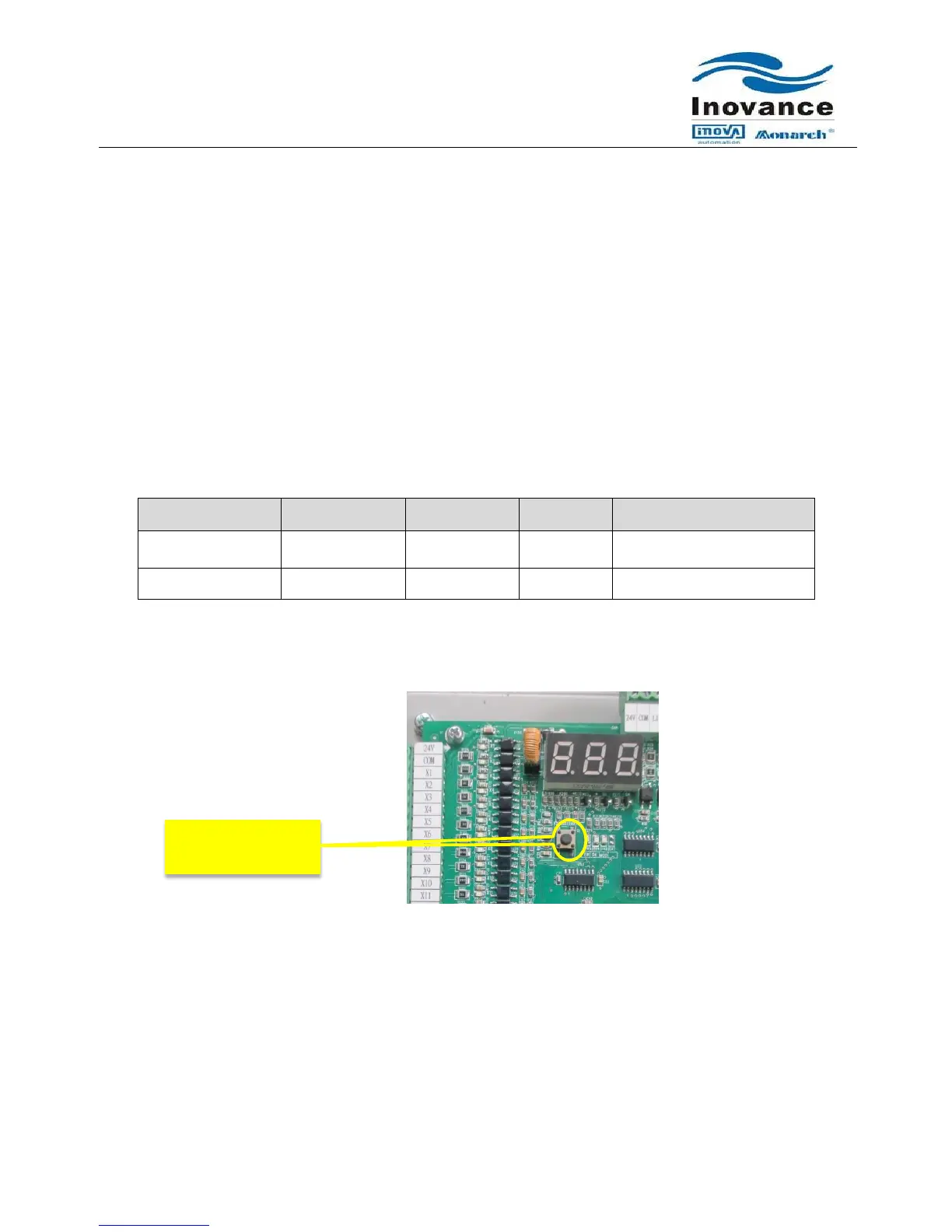
Step 3: Now select the parameter F1-11=3(Shaft auto learning mode) and Enter
or
Keep Pressing ‘S1’ button located on MCTC-MCB of NICE 1000 for minimum 3secs
Lift starts to run with Inspection speed towards up terminal floor.
On detection every Floor Level/Door zone cam, the floor counting will increase
On detection of up terminal floor level/Door zone switch signal, Lift stops and Shaft learning gets
completed
During auto learn, NICE 1000 system measures the shaft travel distance using Encoder feedback
Counts the number of floors using Floor level/Door zone switch signal and stores counted encoder
pulses in the form of bits in F4 Floor parameters.
On completion of auto shaft learning without any Error, operating LED keypad displays the normal
status.
(Note: If Err35 comes during shaft learning, follow the instruction of Step 1 of Content 6.1)
Shaft Auto learning
enable switch (S1)

 Loading...
Loading...