Parameter Manual
Operating Instructions, 08/2013, 6FC5397-8EP40-0BA0
317
NC setting data
Description: Angle from which a corner is taken into account when reducing the feed with
G62.
For example SD42526 $SC_CORNER_SLOWDOWN_CRIT = 90 means that all corners of
90 degrees or a more acute angle are traversed slower with G62.
Description: The setting data limits feed lowering of the tool center point on concave
circle segments with tool radius compensation active and CFC or CFIN
selected.
With CFC, the feed is defined at the contour. On concave circular arcs, feed
lowering of the tool center point is created by the ratio of the contour cur-
vature to the tool center point path curvature. The setting data is limiting
this effect, reducing backing off and overheating of the tool.
For contours with varying curvatures, a mid-range curvature is used.
0: Provides the previous behavior: If the ratio between contour radius and
tool center point path radius is less than or equal to 0.01 the feed is
applied to the tool center point path. Less pronounced feed reductions are
executed.
>0: Feed lowering is limited to the programmed factor. At 0.01, this means
that the feed of the tool center point path is possibly only 1 percent of the
programmed feed value.
1: On concave contours, the tool center point feed equals the programmed
feed (the behavior then corresponds to CFTCP).
Description: The revolutional feedrate in JOG mode for geometry axes on which a frame with
rotation acts.
0= No revolutional feedrate is active.
>0= Machine axis index of the rotary axis/spindle from which the revolu-
tional feedrate is derived.
-1= The revolutional feedrate is derived from the master spindle of the
channel in which the axis/spindle is active.
-2= The revolutional feedrate is derived from the axis with machine axis
index == 0.
-3= The revolutional feedrate is derived from the master spindle of the
channel in which the axis/spindle is active. No revolutional feedrate is
active if the master spindle is at a standstill.
Related to ....
SD43300: $SA_ASSIGN_FEED_PER_REV_SOURCE (revolutional feedrate for position
axes/spindles)
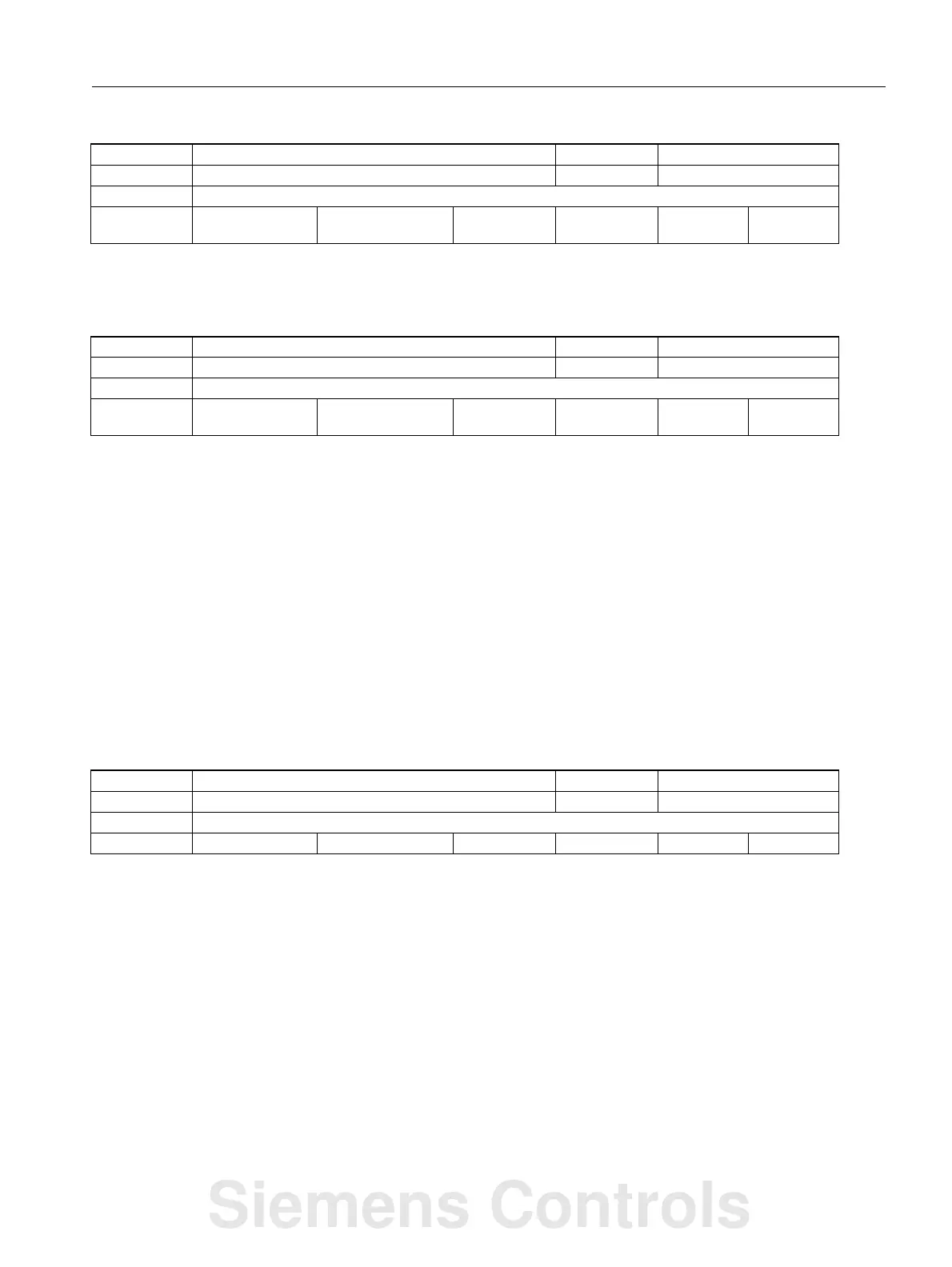
42526 CORNER_SLOWDOWN_CRIT --
degrees Corner detection at G62 DOUBLE Immediately
-
- - 0., 0., 0., 0., 0., 0., 0.,
0....
0.0 - 1/1
42528 CUTCOM_DECEL_LIMIT --
- Feed lowering on circles with tool radius compensation DOUBLE Immediately
-
- - 0., 0., 0., 0., 0., 0., 0.,
0....
0. 1. 1/1
42600 JOG_FEED_PER_REV_SOURCE -V1
- Control revolutional feedrate in JOG DWORD Immediately
-
- - 0, 0, 0, 0, 0, 0, 0, 0... -3 31 1/1
Siemens Controls

 Loading...
Loading...












