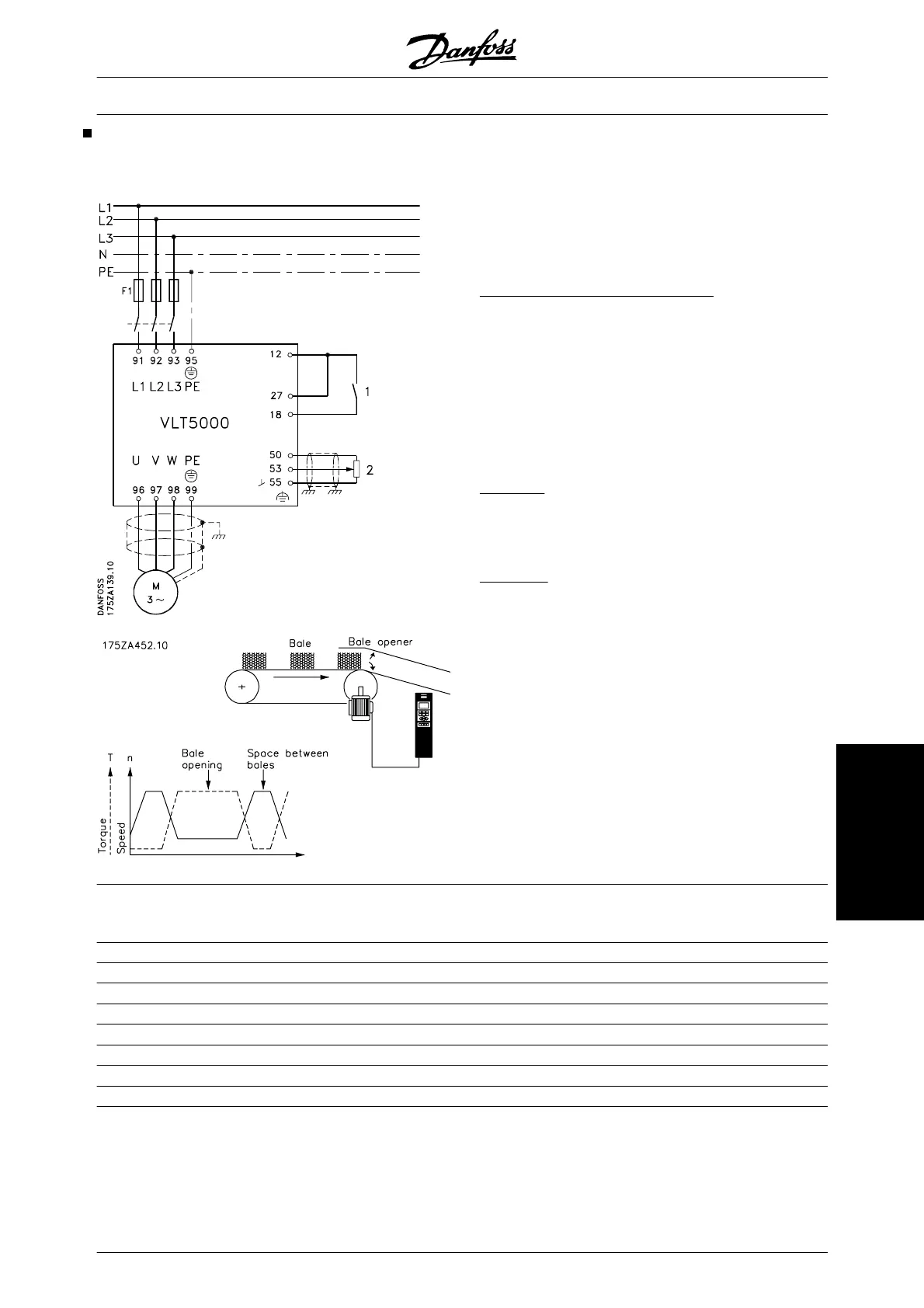
PID for torque controller (open loop)
Below is given an example of programming of VLT
5000 torque controller.
A conveyor belt is used for carrying bales forward to a
shredder at constant force, regardless of the conveyor
belt speed. If there is a space between bales, the con-
veyor belt must move the next bale to the shredder as
quickly as possible.
1. Start/stop.
2. Reference [Nm]
Optimisation of the torque controller
The basic settings have now been made and the fac-
tory setting has been optimised for most processes. It
is rarely necessary to optimize the torque proportional
gain in parameter 433 and the torque integration time
in parameter 434.
In the cases where the factory setting has to be
changed, it is recommended to change this setting by
a maximum factor of +/- 2.
Feedback
The feedback signal is an estimated torque, calculated
by the VLT frequency converter on the basis of the
current values measured.
Reference
The reference is always in Nm.
A minimum and a maximum reference can be set (204
and 205) which limit the sum of all references. The
reference range cannot go beyond the feedback
range.
The following must be programmed in order shown:
Function:
Parameter no. Setting Data value no.
Activation of process controller 100
Torque control, open loop
[4]
Torque proportional gain 433 100% (factory setting)
Torque integration time 434 0.02 sec (factory setting)
Reference 308
Reference (factory setting)
[1]
Terminal 53, min. scale 309 0 volt (factory setting)
Terminal 53, max. scale 310 10 volt (factory setting)
Min. speed 201 0 Hz
Max. speed 202 50 Hz
VLT
®
5000 Design Guide
MG.52.B2.02 - VLT
®
is a registered Danfoss trademark 109
Connection example
 Loading...
Loading...






