OPERATION
2
powermax1650 Operator Manual 4-11
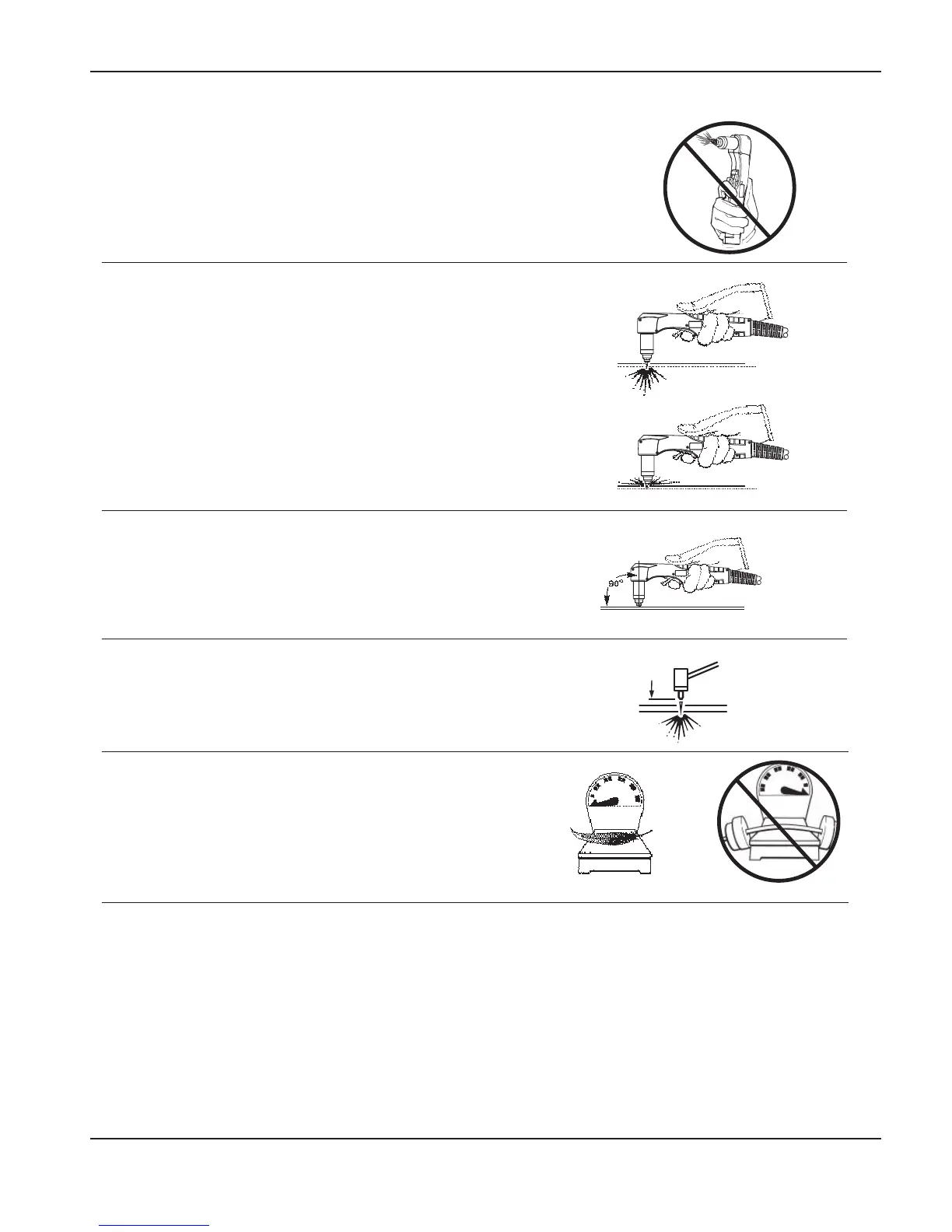
Hand torch cutting technique
When cutting, make sure that sparks are exiting from
the bottom of the workpiece.
If sparks are spraying up from the workpiece, you are
moving the torch too fast, or without sufficient power.
Hold the torch vertically and watch the arc as it cuts
along the line.
Shielded consumables: Do not push down on the
torch when cut ting. Drag the torch lightly across the
workpiece to main tain a steady cut.
• It is easier to pull the torch through the cut than to push it.
• To cut thin material, reduce the amps until you get the best quality cut.
• For straight-line cuts, use a straight edge as a guide. To cut circles, use a template or the
Hypertherm plasma cutting guide (part number 027668).
• Postflow – After the torch trigger switch is released, the gas will continue to flow for 30
seconds to cool the torch and consumables.
Note: The torch will restart if you activate the trigger switch during the postflow. To stop
the postflow, activate and quickly release the torch trigger.
Unshielded consumables: Maintain a torch-to-work
distance of approximately 3/16 in (4.8 mm).
Firing the torch unnecessarily reduces nozzle and electrode life.

 Loading...
Loading...











