Dismantling and Assembly:
- Typical Ram
When Assembling (continued)
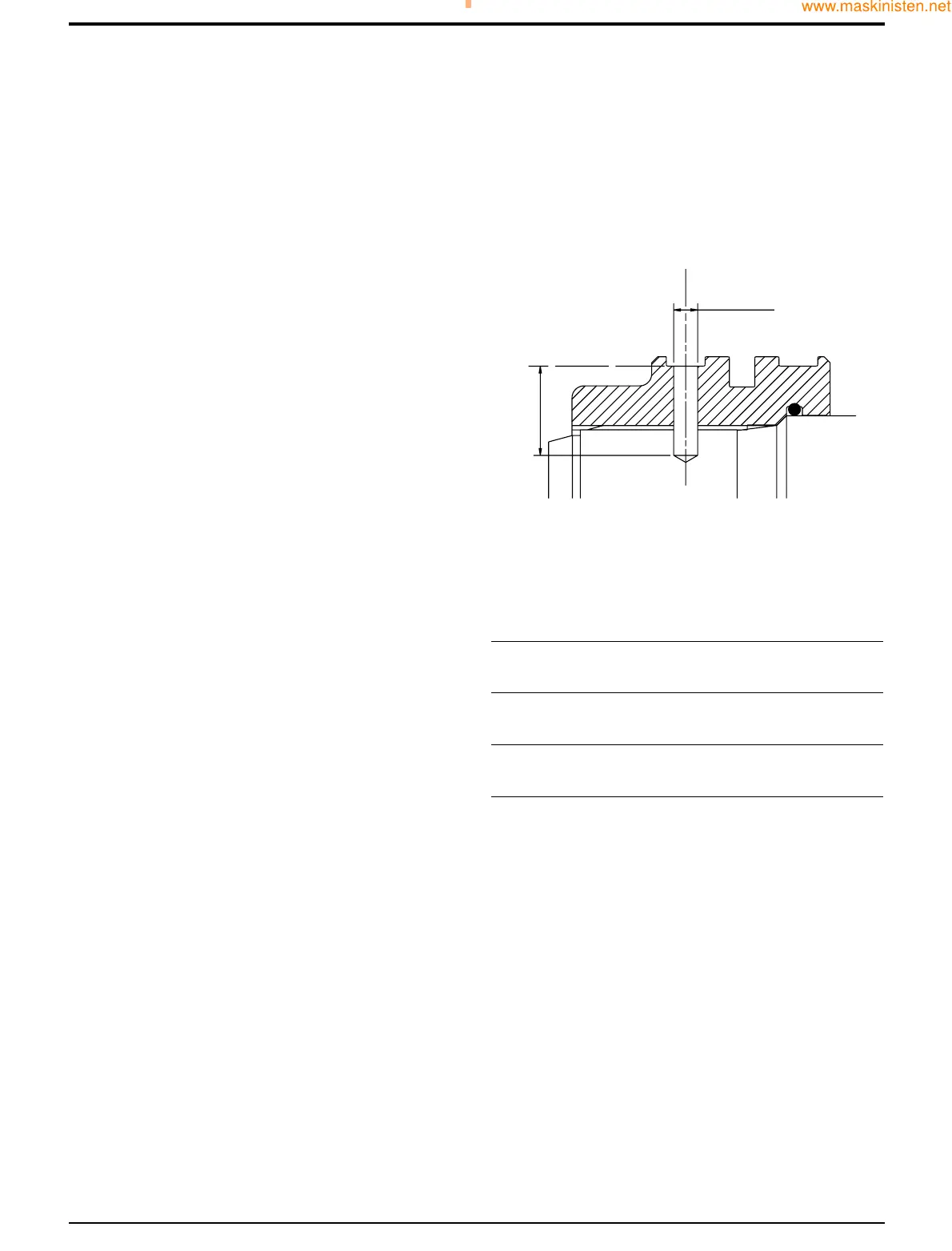
ii Use an undersized diameter drill as a guide and drill
into the piston rod to the required depth (see table),
make sure the drill has centred correctly on the
'centre mark' made at step 5i.
iii Use the correct size diameter drill to suit the dowel
and drill to the required depth (see table).
iv Remove all swarf and contamination, insert the
dowel.
Position cylinder on bench and install rod assembly into
cylinder.
Apply JCB Threadlocker to first three threads of cylinder,
torque tighten the end cap to 678 Nm (500 lbf ft).
Note: If hydraulic oil contacts uncured Threadlocker a
weakening of the bond will result. Allow at least 2 hours cure
time at an ambient temperature of 20
o
C before filling the
ram with oil.
Note: Cold weather operation. When operating in conditions
which are consistently below freezing, it is recommended
that the rams are operated slowly to their full extent before
commencing normal working.
Torque Settings
Item Nm kgf m lbf ft
7 405 41.3 300
1 678 69.2 500
DRILLING DETAILS FOR PISTON HEAD RETENTION
(all dimensions in mm)
Ram Dowel Guide Guide Dowel Dowel
Size Size Drill Ø Drill Drill Ø X Drill
Depth Depth Y
80 x 50 6Ø x 20 4 21 6.02/6.10 22/23
70 x 40
90 x 50 8Ø x 25 5 24 8.02/8.10 27/28
100 x 60
110 x 60 12Ø x 30 8 28 12.02/12.10 32/33
110 x 65
120 x 65 12Ø x 35 8 33 12.02/12.10 37/38
130 x 75
80 - 3
Section E Hydraulics
9803/7130
Section E
80 - 3
Issue 1
Hydraulic Rams
 Loading...
Loading...
