KIT PARTS INSTALLATION PROCEDURES
This manual explains the installation, handling, setting and other important procedures for each component
of the kit parts. For more fundamental works not contained in this manual, refer to RGV250 Service
Manual.
1 . CYLINDER HEAD, CYLINDER, HEAD GASKET
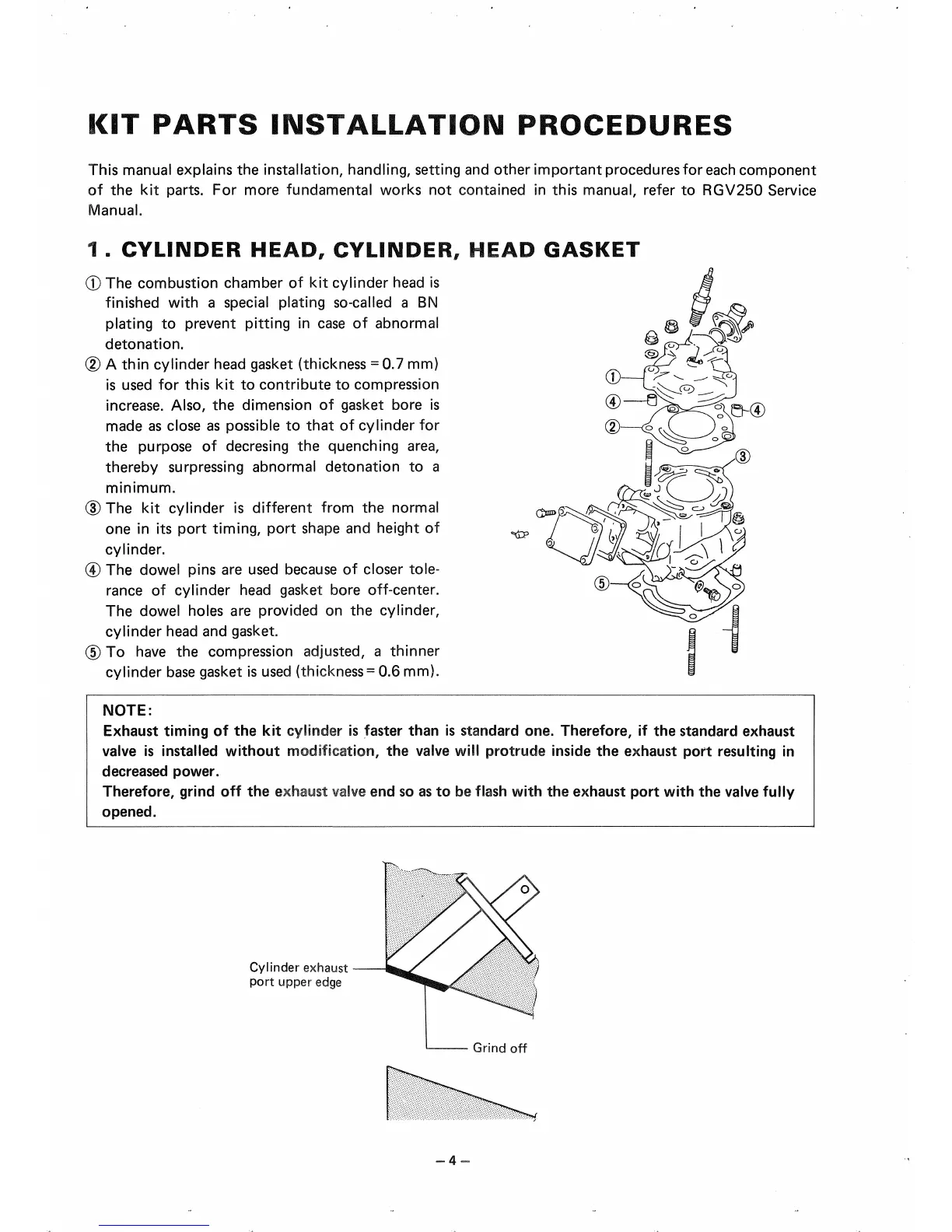
0 The combustion chamber of kit cylinder head is
finished with a special plating so-called a BN
plating to prevent pitting in case of abnormal
detonation.
(D A thin cylinder head gasket (thickness = 0.7 mm)
is used for this kit to contribute to compression
increase. Also, the dimension of gasket bore is
made as close as possible to that of cylinder for
the purpose of decresing the quenching area,
thereby surpressing abnormal detonation to a
minimum.
(D The kit cylinder is different from the normal
one in its port timing, port shape and height of
cylinder.
® The dowel pins are used because of closer tole-
rance of cylinder head gasket bore off-center.
The dowel holes are provided on the cylinder,
cylinder head and gasket.
(5) To have the compression adjusted, a thinner
cylinder base gasket is used (thickness = 0.6 mm).
^tp
NOTE:
Exhaust timing of the kit cylinder is faster than is standard one. Therefore, if the standard exhaust
valve is installed without modification, the valve will protrude inside the exhaust port resulting in
decreased power.
Therefore, grind off the exhaust valve end so as to be flash with the exhaust port with the valve fully
opened.
Cylinder exhaust
port upper edge
Grind off

 Loading...
Loading...







