ines M192M / M191M / M245M / M234M / M282M / M281M
3.6.17. PISTON RINGS
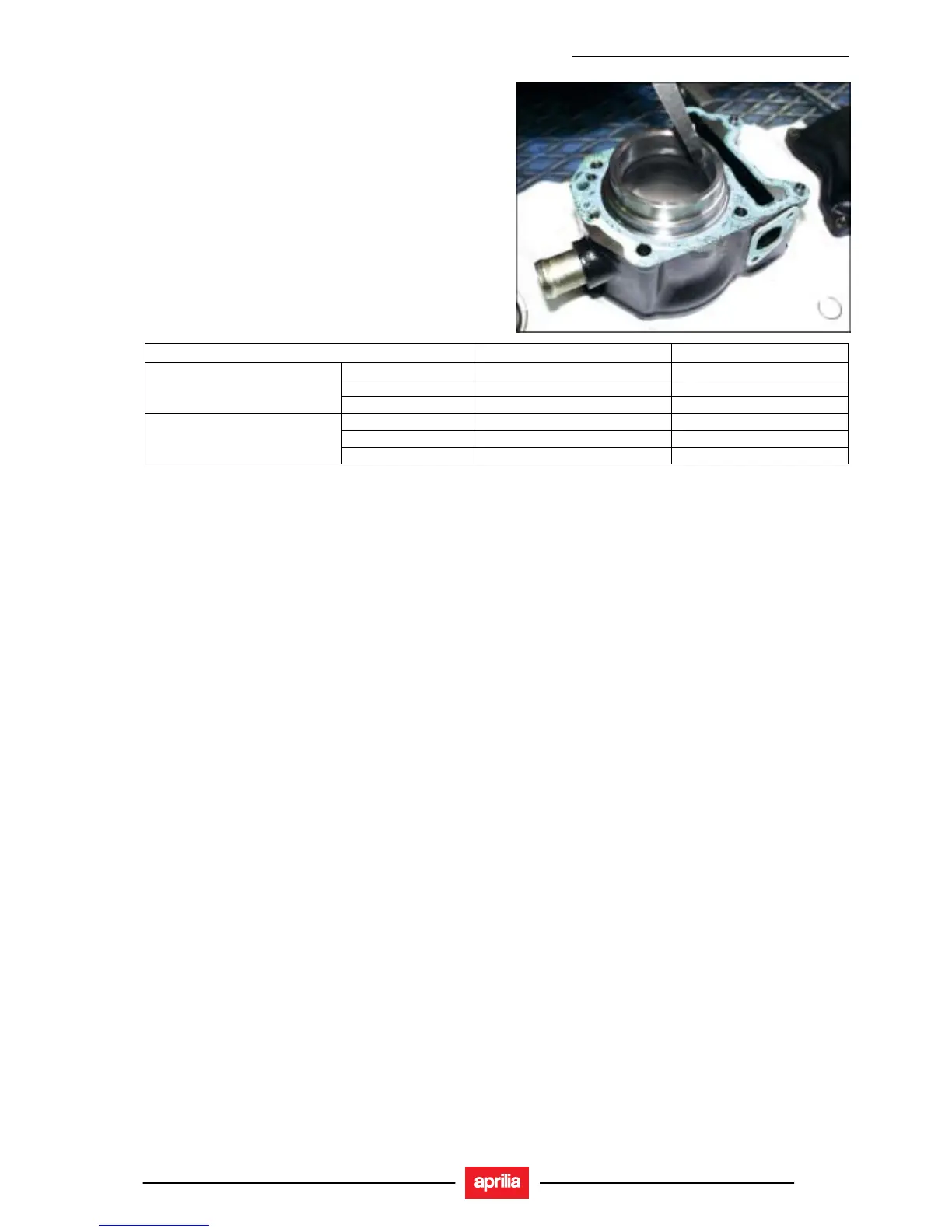
• Install the three piston rings one by one in the cylinder
area with original diameter. Use the piston to set the
rings at right angles to the cylinder axis.
• Measure rings opening with a feeler gauge.
• If the permitted values are exceeded, change the rings.
Standard opening Max. value
1
st
piston ring
0.20 ÷ 0.40 mm
1 mm
2
nd
piston ring
0.10 ÷ 0.30 mm
1 mm
Engines M192M / M245M /
M281M / M234M / M282M
(125 - 200 cc)
Scraper ring
0.15 ÷ 0.35 mm
1 mm
1
st
piston ring
0.15 ÷ 0.30 mm
0.40 mm
2
nd
piston ring
0.20 ÷ 0.40 mm
0.40 mm
Engine M191M (150 cc)
Scraper ring
0.20 ÷ 0.40 mm
0.50 mm
NOTE Before changing only piston rings, make sure that the rings-piston groove and piston-cylinder clearance values
are observed. Installing new piston rings on a worn cylinder could result in non-standard bedding.
 Loading...
Loading...