ines M192M / M191M / M245M / M234M / M282M / M281M
3.6.19. CHECKING PISTON POSITION
• Temporarily fit cylinder on piston, without bottom gas-
ket.
• Install a dial gauge on special tool.
Dial gauge holder: 8140266
• Reset dial gauge on a reference surface. With dial
gauge set at zero, fit tool on cylinder and lock it in
place with the four head fastening nuts.
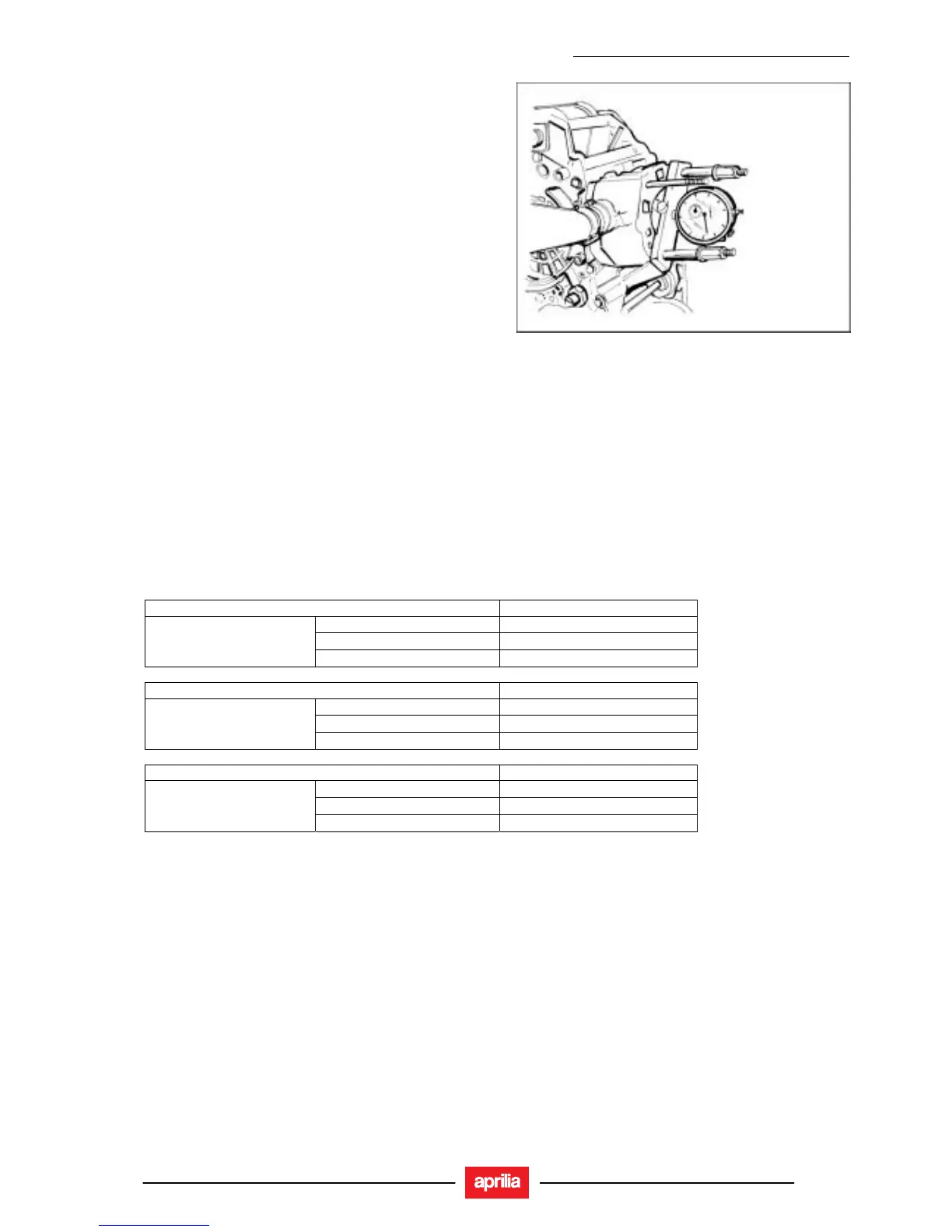
• Turn camshaft to TDC (dial gauge will reverse direction
of rotation).
• Position dial gauge on piston as shown in the figure
and measure piston drawback.
• Use the table below to determine the thickness of the
cylinder bottom gasket to be used at reassembly and
thus ensure the correct compression.
• Remove special tool and cylinder.
Note: The standout is measured on the 125 cc engine, the
drawback on the 200 cc engine.
Measured standout Gasket thickness
2.25 ÷ 2.35 mm 0.4 ± 0.05 mm
2.35 ÷ 2.55 mm 0.6 ± 0.05 mm
Engines M192M / M245M /
M281M (125 cc)
2.55 ÷ 2.65 mm 0.8 ± 0.05 mm
Measured standout Gasket thickness
1.0 ÷ 1.1 mm 0.8 ± 0.05 mm
1.1 ÷ 1.3 mm 0.6 ± 0.05 mm
Engine M191M (150 cc)
1.3 ÷ 1.4 mm 0.4 ± 0.05 mm
Measured standout Gasket thickness
0.9 ÷ 1.0 mm 0.8 ± 0.05 mm
1.0 ÷ 1.2 mm 0.6 ± 0.05 mm
Engines M234M / M282M
(200 cc)
1.2 ÷ 1.3 mm 0.4 ± 0.05 mm
 Loading...
Loading...