For information on setting the SYn parameter, refer to chapter "Program levels P1-P3",
section "Program level AC parameter P3".
HF ignition For information on setting the setup parameter HFt, refer to the section "Program level
preferences”.
Use welding parameter HFt to set the time interval of the HF pulses to 0.01 s. When the
power source is delivered, the welding parameter HFt is set to "0.01s".
NOTE!
If problems occur with sensitive devices in the immediate vicinity, increase the
welding parameter HFt to up to 0.4 s.
Unlike with contact ignition, there is no risk of contaminating the electrode and workpiece
during HF ignition.
Proceed as follows to ignite the arc:
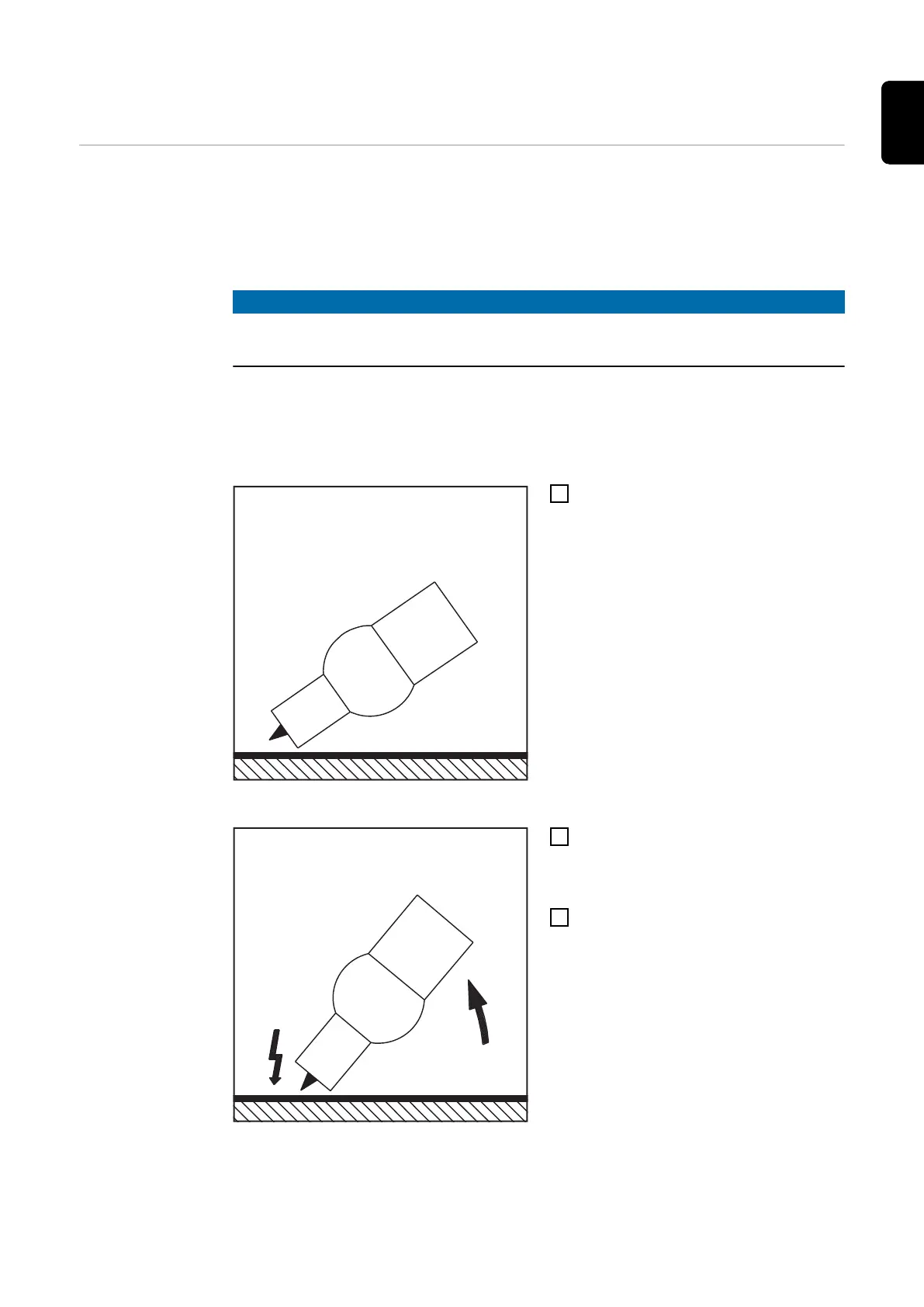
Apply the gas nozzle
1
Position the gas nozzle at the ignition
point so that there is a distance of
approximately 2 to 3 mm (0.08 to 0.12
in.) between the tungsten electrode
and the workpiece. Distance exists.
Touchless HF ignition
1
Increase the tilt angle of the welding
torch and press the torch trigger
according to the selected operating
mode (section TIG Operating Modes)
2
Arc ignites without touching the work-
piece
43
EN-US
 Loading...
Loading...







