4-30 MAX200 Instruction Manual
9-99
OPERATION
PAC200T/PAC200E Hand Torch
Stainless Steel
200 amps
•
H35 Plasma / N
2
Shield
This gas combination (Hypertherm recommends a mixture of 35% hydrogen and 65% argon for the plasma
gas) gives maximum thickness cutting capability, minimum dross levels, minimum amount of surface
contamination, excellent weldability and excellent cut quality. Electrode life is extended when this
combination is used.
Piercing above 7/8 inch (22 mm) not recommended.
* If leads are greater than 50 feet, increase TEST pressure 5 psi for every extra 50 feet of torch lead length.
Plasma
Gas
Type
Plasma Gas
Pressure
TEST/RUN
Shield
Gas
Type
Shield
Gas
Pressure
Arc
Current
Setting
Arc
Voltage
Setting
Approx.
Motion
Delay Time
Plasma
Gas Inlet
Pressure
Shield
Gas Inlet
Pressure
(Inches) (mm) (psi) (psi) (Inches) (mm) (amps) (volts) (ipm) (mm/min) (sec) (psi) (psi)
1/4 6 H35 36-40* / 62-66
N
2
70 3/16 5 200 135 62 1600 1.0 120 90
3/8 10 3/16 5 140 52 1300 1.0
1/2 12 3/16 5 140 42 1100 2.0
5/8 15 1/4 6 145 37 940 2.0
3/4 20 1/4 6 150 32 810 2.5
7/8 22 5/16 8 155 27 690 2.5
1 25 5/16 8 155 22 560
1-1/4 32 5/16 8 165 16 400
1-1/2 38 5/16 8 170 11 280
1-3/4 44 5/16 8 180 8 200
2 50 5/16 8 185 6 150
Material
Thickness
Torch-to-work
Distance
Travel Speed
(70 SCFH) (290 SCFH)
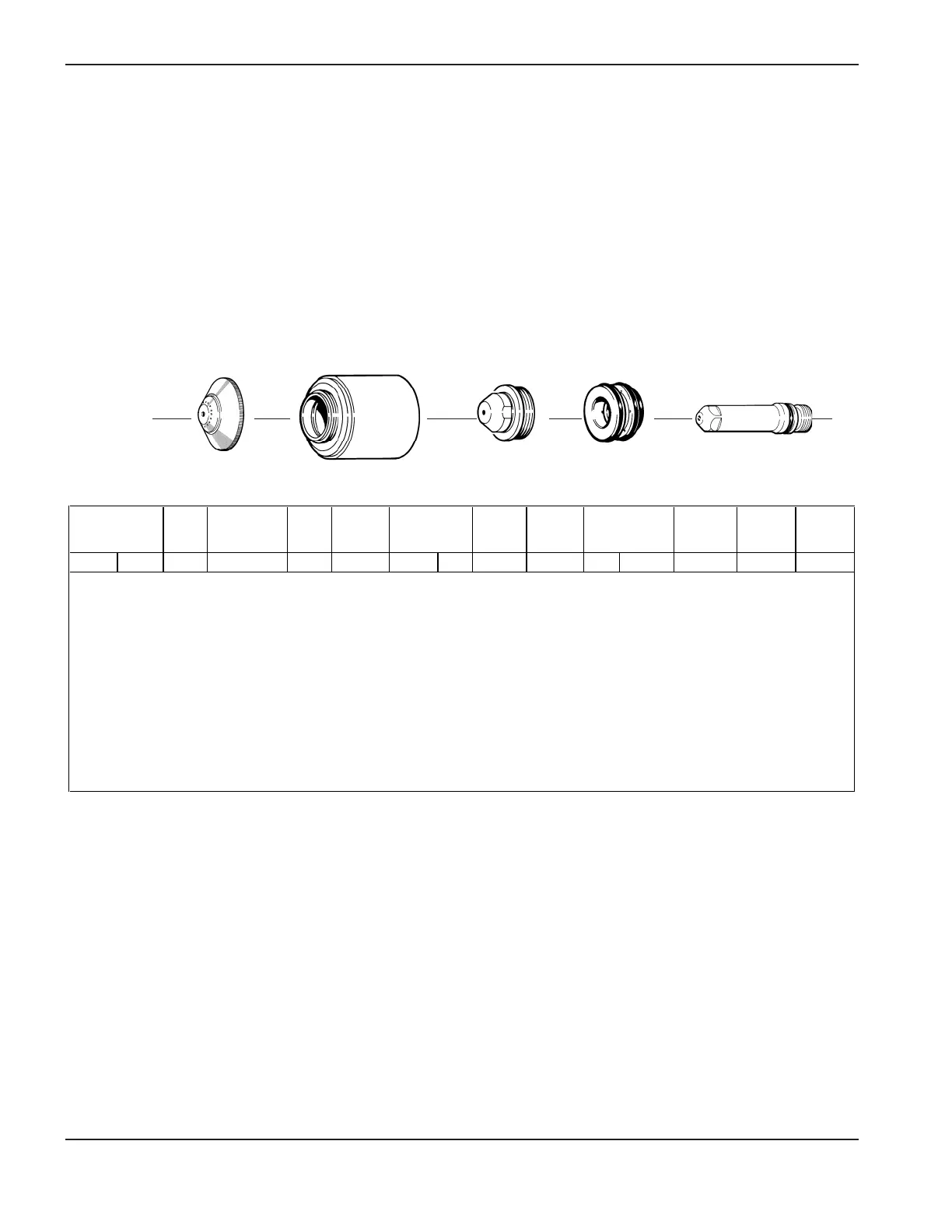
020920
Shield
020608
Nozzle
020915
Retaining cap
020415
Electrode
020607
Swirl ring

 Loading...
Loading...












