GSM/GPRS/GNSS Module Series
MC60 Series Hardware Design
MC60_Series_Hardware_Design Confidential / Released 102 / 114
7.2. Manufacturing and Soldering
Push the squeegee to apply the solder paste on the surface of stencil, thus making the paste fill the
stencil openings and then penetrate to the PCB. The force on the squeegee should be adjusted properly
so as to produce a clean stencil surface on a single pass. To ensure the module soldering quality, the
thickness of stencil for the module is recommended to be 0.2mm. For more details, please refer to
document [12].
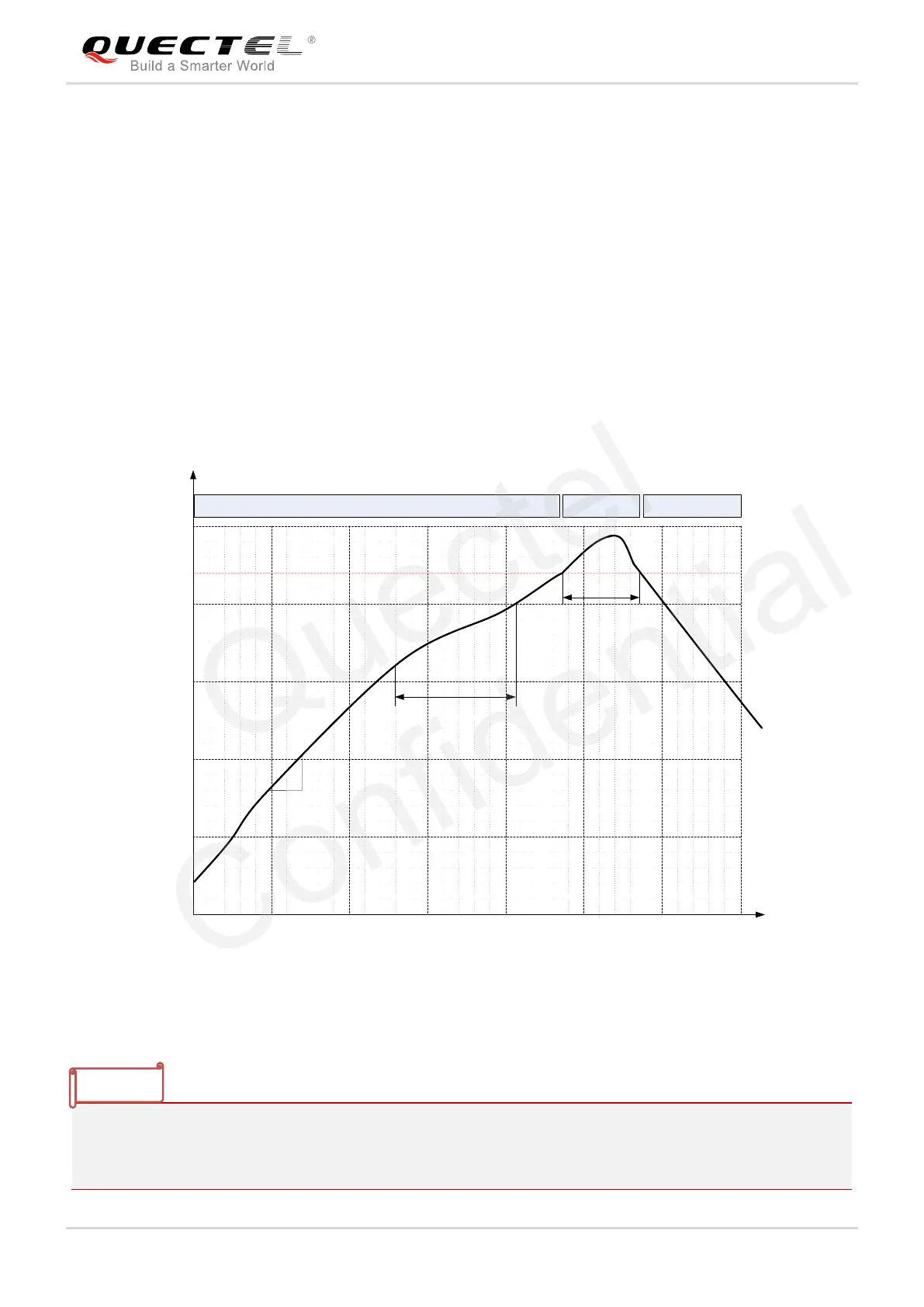
It is suggested that the peak reflow temperature is from 235ºC to 245ºC (for SnAg3.0Cu0.5 alloy). The
absolute maximum reflow temperature is 260ºC. To avoid damage to the module caused by repeated
heating, it is suggested that the module should be mounted after reflow soldering for the other side of
PCB has been completed. Recommended reflow soldering thermal profile is shown below:
Time
50
100
150 200
250 300
50
100
150
200
250
160ºC
200ºC
217
0
70s~120s
40s~60s
Between 1~3ºC/s
Preheat Heating Cooling
ºC
s
Liquids Temperature
Temperature
Figure 59: Reflow Soldering Thermal Profile
During manufacturing and soldering, or any other processes that may contact the module directly, NEVER
wipe the module label with organic solvents, such as acetone, ethyl alcohol, isopropyl alcohol,
trichloroethylene, etc.

 Loading...
Loading...