Programming principles
1.3 Axis movements
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
35
N50 G0 X20 Z130
N60 G01 Z150 F0.12
N70 X50 F0.1
N80 G500 X100 Z170
N90 M30
1.3 Axis movements
1.3.1 Linear interpolation with rapid traverse: G0
Functionality
The rapid traverse movement G0 is used for fast positioning of the tool, however, not for
direct workpiece machining.
All axes can be traversed simultaneously - on a straight path.
For each axis, the maximum speed (rapid traverse) is defined in machine data. If only one
axis traverses, it uses its rapid traverse. If two axes are traversed simultaneously, the path
velocity (resulting velocity) is selected to achieve the maximum possible path velocity in
consideration of both axes.
Any programmed feedrates (F word) are not relevant for G0.
G0 remains active until canceled by another instruction from this G group (G0, G1, G2, G3,
...).
0
;
:
=
3
3
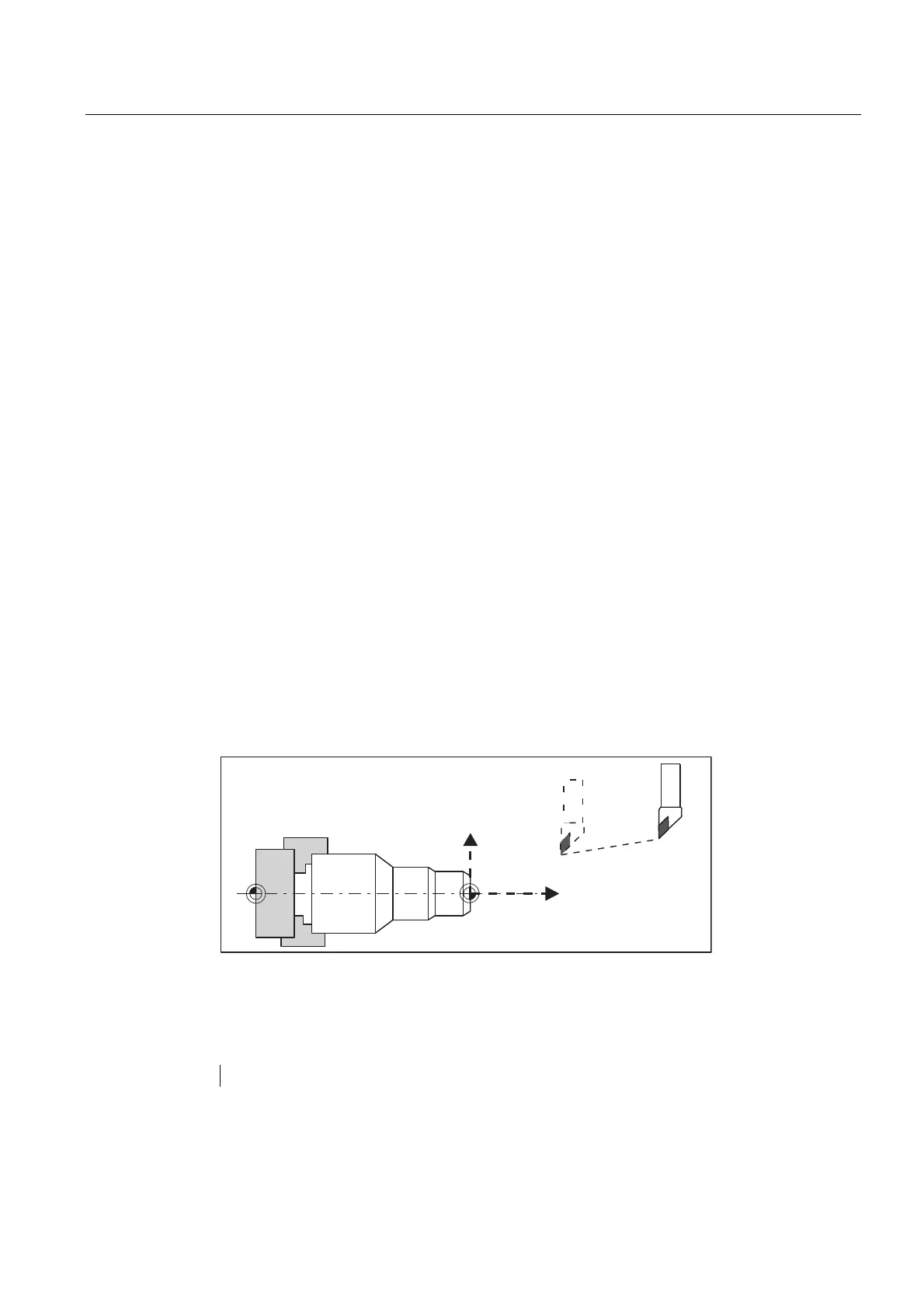
Figure 1-7 linera interpolation with rapid traverse from point P1 to P2
Programming example
N10 G0 X100 Z65

 Loading...
Loading...


















