Programming principles
1.3 Axis movements
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
37
N40 S200 M3 ; Spindle rotation
N50 G95 F0.8 ; Feedrate in mm/revolution
N60 G01 X100 Z100
N70 M30
Remark: Write a new F word if you change G94 - G95.
Information
The G group with G94, G95 also contains the functions G96, G97 for the constant cutting
rate. These functions also influence the S word.
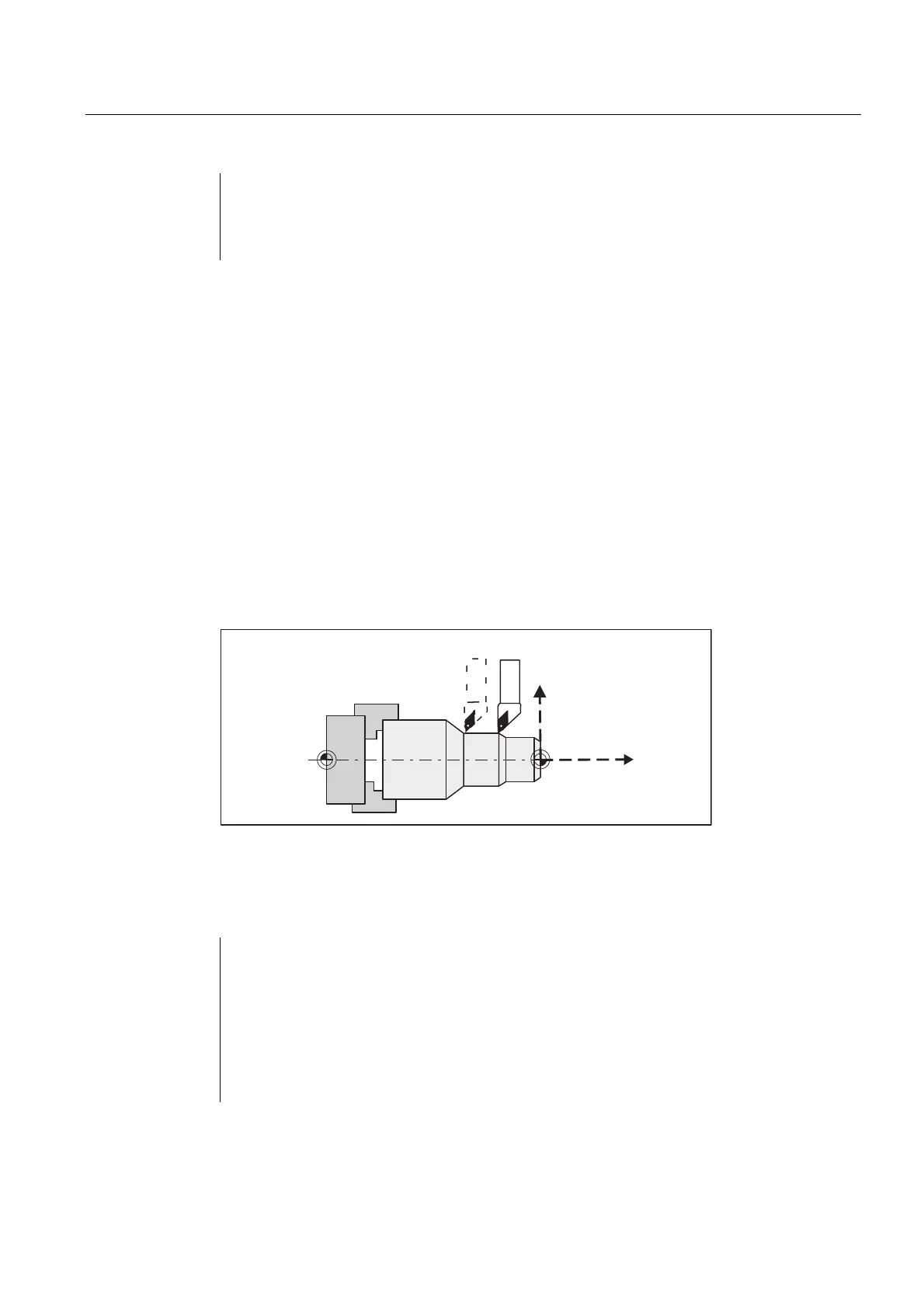
1.3.3 Linear interpolation with feedrate: G1
Functionality
The tool moves from the starting point to the end point along a straight path. For the path
velocity, is determined by the programmed F word .
All the axes can be traversed simultaneously.
G1 remains active until canceled by another instruction from this G group (G0, G2, G3, ...).
0
;
:
=
Figure 1-8 linear interpolation with G1
Programming example
N05 G54 G0 G90 X40 Z200 S500 M3 ; The tool traverses in rapid traverse,
spindle speed = 500 r.p.m., clockwise
N10 G1 Z120 F0.15 ; Linear interpolation with feedrate 0.15
mm/revolution
N15 X45 Z105
N20 Z80
N25 G0 X100 ; Retraction in rapid traverse
N30 M2 ; End of program
Note: Another option for linear programming is available with the angle specification ANG=.

 Loading...
Loading...


















