Programming principles
1.6 Tool and tool offset
Turning Part 2: Programming (Siemens instructions)
82 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
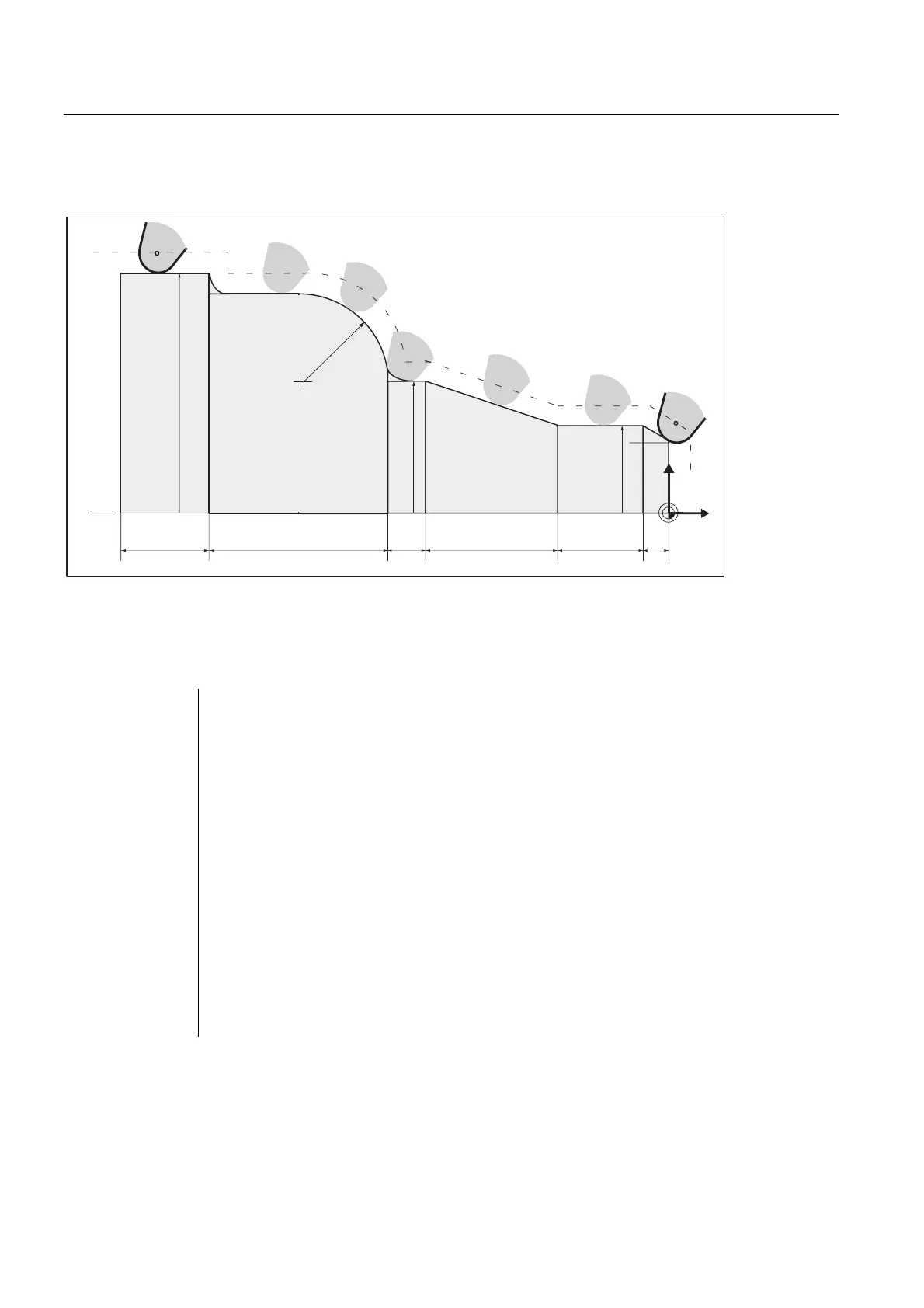
1.6.8 Example of tool radius compensation (turning)
S
S
S
S
S
S
S
r
;
:
=
5
5
5
5
Figure 1-48 Example of tool radius compensation, cutting edge radius shown magnified
Programming example
N1 ; Contour cut
N2 T1 ; Tool 1 with offset D1
N10 DIAMOF F0.15 S1000 M3 ; Radius dimension, technological values
N15 G54 G0 G90 X100 Z15
N20 X0 Z6
N30 G1 G42 G451 X0 Z0 ; Start compensation mode
N40 G91 X20 CHF=(5* 1.1223 ) ; Insert chamfer, 30 degrees
N50 Z-25
N60 X10 Z-30
N70 Z-8
N80 G3 X20 Z-20 CR=20
N90 G1 Z-20
N95 X5
N100 Z-25
N110 G40 G0 G90 X100 ; Terminate compensation mode
N120 M2

 Loading...
Loading...


















